
Индустриальные методы ремонта судов
Обновлено: 25.04.2024
В настоящее время получило распространение агрегатный метод ремонта судов. Ремонт судна при агрегатном методе сводится к демонтажу изношенных и монтажу заранее подготовленных агрегатов(серийные двигатели, механизмы, оборудование или отдельные узлы).При небольшом износе к моменту ремонта судов, отдельных агрегатов, механизмов и прочего судового оборудования производится замена не целого агрегата или механизма ,а только отдельных его узлов и деталей, изготовляемых специализированных предприятиями или цехами промышленности для обменного фонда. Такой метод называется агрегатно – узловым. Секционный метод ремонта применяется на СРЗ при ремонте корпусов судов, надстроек. Сущность секционного метода ремонта заключается в разбивке корпуса и надстроек на отдельные части- секции, которые заранее могут быть изготовлены, и при ремонте повреждённые и изношенные участки корпуса судна, надстройки, части палуб, переборки заменяются заранее изготовленными секциями.
Вопрос№36 Техническая эксплуатация скоростных пассажирских судов.
в качестве скоростных пассажирских судов на морском и речном транспорте применяют суда с динамическими принципами поддержания(СДПП), у которых для достижения относительно высоких скоростей обеспечивается частичный или полный подъем корпуса над поверхностью воды. К СДПП относятся: суда на подводных крыльях, суда на воздушной подушке, амфибийные, полуглиссирующие, глиссирующие различных систем и экраноплаты. ТЭ скоростных пассажирских судов, осуществляется с использованием руководства по тех эксплуатации скоростного пассажирского флота. Ежедневное ТО должно производиться в соответствии с указанным руководством, кроме того, скоростные суда должны подвергаться плановым ТО.
Вопрос№37 Техническая эксплуатация судов ссп.
Суда смешанного плавания предназначены для бесперевалочных перевозок грузов по морским и ВВП. В состав флота смешанного плавания входят суда класса МР и РР, так же суда внутреннего плавания классов М и О, оборудованные для плавания в морских прибрежных районах. Районы и условия плавания в море судов ССП приведены в действующем Межведомственном протоколе. Все суда совершающие заграничные рейсы, должны быть дооборудованы в соответствии с требованиями международных конвенций и региональных соглашений. Судна ССП, выходящие в море, должно иметь на борту экипаж, удовлетворяющий по численности, составу, наименованию и квалификации специалистов, требованиям действующих нормативных документов для работы в море, обеспечивающих безопасность судна, а так же надлежащее его техническое и санитарное состояние. При переходе к систематической эксплуатации зимой в морских районах плавания ССП работают в условиях круглогодичной навигации.
Вопрос№38 Техническая эксплуатация грузовых судов, в т.ч. перевозящих хлебные грузы.
Вопрос№39 Техническая эксплуатация сухогрузных барж.
Технической эксплуатацией несамоходного судна с экипажем занимается непосредственно экипаж под руководством шкипера. Основные задачи и обязанности судового экипажа определены правилами тех эксплуатации речного транспорта, уставом службы на судах, правилами по внутренним путям, правилами безопасности труда на судах речного флота, санитарными правилами для судов внутреннего плавания, правилами пожарной безопасности труда на судах и береговых объектах. Экипажи работают на несамоходных судах, эксплуатируемых в прибрежных морских районах или перевозке ценных грузов, а так же в местах, где по условиям плавания невозможна эксплуатация судов методом толкания.
Вопрос№40 Техническая эксплуатация нефтеналивных судов.
Большие палубные наливные суда класса река-море плавания с машинным отделением и надстройкой в кормовой части предназначены для перевозки сурой нефти и нефтепродуктов, включая бензин. Предусмотрена возможность одновременной загрузки 6 различных видов нефтепродуктов. Суда конструктивно близки к сухогрузам, от которых отличаются надстройкой, носовой, кормовой, частями корпуса. Теплоходы имеют увеличенную осадку в море, подразумевающую необходимость их частичной разгрузки для прохода по внутренним водным путям.
Вопрос№41 Техническая эксплуатация судов технического флота.
К судам тех флота относятся: дноуглубительные снаряды, землесосные снаряды, черпаковые снаряды, грунтоотвозные шаланды, суда, обслуживающие судоходную обстановку пути. Для определения рациональных технологических параметров работы дноуглубительных снарядов серийной постройки пользуются эксплуатационными характеристиками насосных установок и черпаковых приводов и соответствующми графиками. Тех обслуживание специального оборудования и рабочих органов дноуглубительных снарядов выполняют через 1000ч работы главных двигателей. Во время эксплуатации землесосных снарядов необходимо проведение следующих работ. Проведение ТО-1 и ТО-2 специального оборудования землесосного снаряда совмещают по времени с выполнением ТО-3 и ТО-4 главных среднеоборотных дизелей и ТО-5 высокооборотных дизелей.
Под индустриальными способами ремонта понимается максимальное сокращение ручного труда на ремонтной площадке под открытым небом, перенос основных сборочно-сварочных работ в цеховые условия, повышение механизации всех процессов, в том числе в цеховых условиях. Указанные методы дают значительный экономический эффект: сокращают стоимость ремонтных работ, снижают трудозатраты и уменьшают сроки ремонта. Организация поточности этих работ обусловливает получение дополнительного эффекта от использования механизмов и средств транспорта и повторности применения такелажной оснастки.
Один из основных индустриальных способов ремонта - способ с применением рулонированных заготовок листовых конструкций днищ, стенок, настилов покрытий, которые изготавливают в специальных цехах, оснащенных оборудованием для обработки листов, сборки, сварки и рулонирования полотнищ.
Применение для ремонта резервуаров рулонированных заготовок, изготовленных индустриальным способом в цеховых условиях, сокращает в 3 - 4 раза протяженность сварных соединений, выполненных на ремонтной площадке, уменьшает в 2 - 3 раза трудоемкость ремонтных работ, снижает стоимость работ примерно в 1,5 раза по сравнению с полистовым ремонтом.
Время ремонтных работ на площадке также сокращается в несколько раз, например, при смене настила стационарных крыш в 4 - 5 раз, одновременного ремонта покрытия и двух верхних поясов в 3,5 - 4,7 раза.
Индустриальные способы ремонта повышают качество ремонтных работ и существенно улучшают условия труда рабочих ремонтных бригад.
РЕМОНТ ДНИЩ
Ремонт днищ применением рулонных заготовок связан с демонтажем стального днища резервуара, а затем восстановлением его. В некоторых случаях осуществляется одновременный ремонт основания резервуара и днища (полная замена и частичная - без замены окрайков).
При выполнении ремонтных работ применяют обычно следующие механизмы и такелажную оснастку:
трактор С-80 или С-100;
трос диаметром 17,5 мм (ГОСТ 3071-74) длиной 80 м с тросовыми сжимами (10 шт.);
блоки грузоподъемностью 3 т;
трос диаметром 24 мм, длиной 40 м с тросовыми сжимами (8 шт.).
При ремонте днищ с применением рулонированных заготовок рекомендуется следующая последовательность операций:
а) подготовительные работы, включая изготовление рулонов и их доставку к ремонтируемому резервуару со всеми монтажными приспособлениями и оснасткой;
б) выполнение монтажных проемов в кровле резервуара;
в) демонтаж всего или частично подлежащего замене днища;
г) удаление демонтированных участков днища через проем;
д) подъем и подача рулонов в резервуар через проемы в крыше;
е) разворачивание рулонов и подтаскивание полотнищ в проектное положение с временным их закреплением и сваркой между собой и окрайками днища.
Монтажные проемы в крыше вырезают следующим образом: размечают монтажный проем, приваривают три подъемные петли, стропят крюк крана к петлям. После этого вырезают монтажный проем и с помощью крана вырезанные элементы удаляют с крыши резервуара.
После окончания ремонта днища и проверки качества сварочных работ монтажные проемы на крыше закрываются. Затем выполняют сварку элементов, закрывающих монтажные проемы, с крышей.
Ремонт оснований резервуаров, получивших неравномерную осадку в период эксплуатации, проводят различными способами. При осадке основания в зоне окрайков, когда не требуется исправления центральной части, осуществляют подъем резервуара, подсыпку и ремонт основания только периферийной части.
При больших деформациях центральной части основания или необходимости полного его ремонта резервуар поднимают и вырезают днище. Днище разрезают на две части и попеременно надвигают их одну на другую, ремонтируя основание. По окончании ремонта ремонтируется днище резервуара.
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Методы ремонта.

Необезличенный (индивидуальный) метод — заключается в том, что сохраняется принадлежность восстановленных деталей к определённому механизму. Механизмы находятся в ремонте до тех пор, пока все снятые детали не будут отремонтированы и установлены на своё штатное место.
Агрегатный метод состоит в том, что изношенные механизмы целиком заменяют новыми, или из обменного фонда.
Агрегатно-узловой — применяют на специализированных СРЗ, где ремонтируют малооборотные дизели. Метод заключается в замене узлов новыми деталями, или из обменного фонда.
Обезличенный (стандартный) — при этом методе все детали после разборки обезличиваются и независимо от степени износа проходят одни и те же стадии ремонта по единой технологии восстановления.Этот метод применим при ремонте большого количества однотипных механизмов. В литературе этот метод называется стандартным.
Поточный (секционный) — применяют при ремонте корпуса судна и его надстроек. Размеры и масса секций и блоков зависят от наличия подъёмно-транспортных средств на СРЗ.
Применение агрегатного, агрегатно-узлового, обезличенного и поточного методов ремонта позволяет значительно сократить продолжительность заводского ремонта судов и повысить эффективность их эксплуатации за счёт увеличения эксплуатационного периода.
Комментариев нет :
Примечание. Отправлять комментарии могут только участники этого блога.
Ярлыки
- Аналитика (1)
- Англо-русский словарь в иллюстрациях для судовых механиков (55)
- ВЗАИМОДЕЙСТВИЕ ВИНТА И КОРПУСА (6)
- ВОДОМЕТНЫЕ ДВИЖИТЕЛИ (2)
- Водоопреснительные установки. (3)
- ВСПОМОГАТЕЛЬНЫЕ МЕХАНИЗМЫ. (17)
- Газотурбинные и атомные силовые установки (5)
- ГЕОМЕТРИЯ ГРЕБНОГО ВИНТА (4)
- ГРЕБНЫЕ ВИНТЫ РЕГУЛИРУЕМОГО ШАГА (6)
- КАВИТАЦИЯ ГРЕБНЫХ ВИНТОВ (8)
- КЛАССИФИКАЦИЯ ВИДОВ РАЗРУШЕНИЙ И РАЗРУШАЮЩИХ ВОЗДЕЙСТВИЙ ДЕТАЛЕЙ СТ (25)
- Книги (63)
- КОРПУС СУДНА. (6)
- КРЫЛЬЧАТЫЕ ДВИЖИТЕЛИ (2)
- Лебёдки рыболовных траулеров (50)
- ОБНАРУЖЕНИЕ И УСТРАНЕНИЕ ДЕФЕКТОВ СУДОВЫХ ДИЗЕЛЕЙ (61)
- ОБЩЕСУДОВЫЕ УСТРОЙСТВА И МЕХАНИЗМЫ. (8)
- Обьявления (2)
- ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ГРЕБНЫХ ВИНТОВ (2)
- Предстапельная сборка металлических судов (26)
- Программы (3)
- Проектирование (1)
- ПРОМЫСЛОВЫЕ УСТРОЙСТВА И МЕХАНИЗМЫ ОСНОВНЫХ ВИДОВ ЛОВА РЫБЫ И МОРЕПРОДУКТОВ. (7)
- ПРОПУЛЬСИВНЫЕ ИСПЫТАНИЯ СУДОВ (3)
- РУЧНАЯ ДУГОВАЯ СВАРКА (1)
- СВАРНЫЕ ШВЫ И СОЕДИНЕНИЯ (3)
- СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ (6)
- СЕРИЙНЫЕ ИСПЫТАНИЯ МОДЕЛЕЙ ВИНТОВ (4)
- СОВМЕСТНОЕ РЕШЕНИЕ (12)
- СОСТАВЛЯЮЩИЕ СУДОРЕМОНТА. (17)
- СУДОВОЙ ВАЛОПРОВОД И ЕГО ЭЛЕМЕНТЫ. (38)
- СУДОВЫЕ ВСПОМОГАТЕЛЬНЫЕ УТИЛИЗАЦИОННЫЕ ПАРОВЫЕ КОТЛЫ И ТЕПЛООБМЕННЫЕ АППАРАТЫ. (6)
- СУДОВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ (25)
- Судовые движители (3)
- СУДОВЫЕ ДИЗЕЛИ. (47)
- СУДОВЫЕ ПАРОВЫЕ КОТЛЫ. (11)
- СУДОВЫЕ ПАРОВЫЕ ТУРБИНЫ (13)
- СУДОВЫЕ СИСТЕМЫ. (6)
- Судостроение (1)
- ТЕОРИЯ СВАРКИ (6)
- УСТРОЙСТВА ПРЕДОТВРАЩАЮЩИЕ ЗАГРЯЗНЕНИЕ МОРЯ. (3)
- Центрирование деталей механизма движения крейцкопфного дизеля. (7)
- Центрирование деталей механизма движения тронкового дизеля. (6)
- ЭЛЕМЕНТЫ ВИХРЕВОЙ ТЕОРИИ ГРЕБНОГО ВИНТА (8)
Metallurgy for the non-metallurgist [2011, PDF, E-MAIL DELIVERY]
![Metallurgy for the non-metallurgist [2011, PDF, E-MAIL DELIVERY]](https://1.bp.blogspot.com/-Cj-t-kXXY9g/YXJa-QSs-MI/AAAAAAAAO80/Bjk9ELt11-kLmg7pQ6KJWdK8xoFcGfYtwCLcBGAsYHQ/s262/11111.jpg)
Повреждения и поломки дизелей. Примеры и анализ причин 1е. издание

Jane's Fighting Ships - Stephen Saunders
MAN B&W ДВИГАТЕЛИ МОДЕЛЬНОГО РЯДА MC 50-98
СУДОВЫЕ ХОЛОДИЛЬНЫЕ УСТАНОВИКИ И СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ

ЭКОНОМИКА ПРЕДПРИЯТИЯ МОРСКОГО ТРАНСПОРТА
Российский Морской Регистр Судоходства 3

Российский Морской Регистр Судоходства
Субмарины США Gato-01

Субмарины кригсмарине-02
Испанские галеоны 1530-1690
Боевые корабли Японии и Кореи
АВИАНОСЕЦ
ИСТОРИЯ КОРАБЛЯ

Руководство для морских сварщиков / UNITOR WELDING HANDBOOK

Иллюстрированное пособие сварщика

Электросварщик на автоматических и полуавтоматических машинах
Технология судоремонта.
Справочник по технологии судомонтажных работ.
Проектирование судовых энергетических установок.
Ремонт судна во время эксплуатации.
Правильная заточка токарных резцов
Токарь. Краткий справочник
Эксплуатация судовых насосов

Translate
Контакты
Повреждения и поломки дизелей. Примеры и анализ причин 2е. издание
Судовые дизели и их эксплуатация
Вяртсиля

СПРАВОЧНИК ЭЛЕКТРОМЕХАНИКА
Краткий справочник судового механика
РАБОЧИЙ АЛЬБОМ ТИПОВЫХ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ
Российский Морской Регистр Судоходства 2
Конструкция корпуса морских судов
Галеры 1470-1590
Британские парусные линейные корабли
Боевые корабли древнего Китая
ИСТОРИЯ ОТЕЧЕСТВЕННОГО СУДОСТРОЕНИЯ

ГИБРИДНЫЕ ТЕХНОЛОГИИ ЛАЗЕРНОЙ СВАРКИ
Основы сварки судовых конструкций
Справочник газосварщика и газорезчика
Технология и организация судоремонта.
Англо-русский словарь в иллюстрациях для судовых механиков
Технология судостроения и судоремонта.

Сборка судовых механизмов и машин.
Буксирные суда (проектирование и конструкция)
Судовые насосы: Справочник.
Платные обьявления
Пластиковая бутылка пэт. Пробка. Ручка. Крышка. Доставка. Москва
Бутылка под квас, пиво, воду, молоко, быт. химию 0.1 до 5л, 18.9 л
Ручка, Крышка, для 5л - 1,50 комплект
Прессформы для выдува
Бутыль одноразовый пэт в кулер 19 литров
Пробка однокомпонентная
Поликарбонатная бутылка 19 литров
Размерная линейка включает более 190 видов бутылки, объемом от 50 мл до 5
л, а также бутыли на 9 л, 10 л и 18.9 л
Доставка по Москве и области от 950 р.
Доставка нашим транспортом 6 дней в неделю от 100 бутылок
Изготовление пластиковой бутылки пэт различных форм и размеров - Компания
Тара ПЭТ
Система выравнивания плитки - простое приспособление чтобы выравнивать
плитки во время укладки на клеевой раствор
Продажа оптом и в розницу в Ростове-на-Дону
Выравнивает не только швы, но и стыки плиток, что делает поверхность
идеально ровной
СВП образует шов 1-1,5 мм и предназначена для плиток толщиной от 3 мм до 12
мм
СВП применяются для укладки плитки как на пол так и на стены
Незаменимы при укладке плитки больших размеров или мастерам без опыта
СВП - Эффективное решение для новичков и специалистов, занимающихся
укладкой керамической плитки
С СВП Строй Пом вы быстро и качественно уложите плитку
У вас будет идеально ровная поверхность уложенных плиток, ровные швы одного
размера, вы сэкономите время, деньги, сохраните здоровье
Заказывайте прямо сейчас
Доставка в любое место
Строительные вагончики бытовки. Производство, продажа, монтаж. ТехноВектор.
Тюмень
Варианты исполнения и использования для:
бытовых нужд
столовой
проживания
технологических целей
кпп, пост охраны
павильона
гаража
автомоек
дачного домика
легкое переоборудование
быстрая сборка
перевозка без потерь
ТехноВектор - Мы производим Строительные вагончики с 2008 года а также:
Бытовки
Модульные здания
Садовые домики
Мобильные бани
Мы работаем в городах: Пермь, Тюмень, Екатеринбург, Челябинск, в городах
Ханты-Мансийского и Ямало-Ненецкого АО
Возможен монтаж дополнительного утепления
Изготавливаем по индивидуальному заказу
Качество сборки конструкций отвечает самым строгим стандартам
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Методы и способы восстановления деталей судовых технических средств.
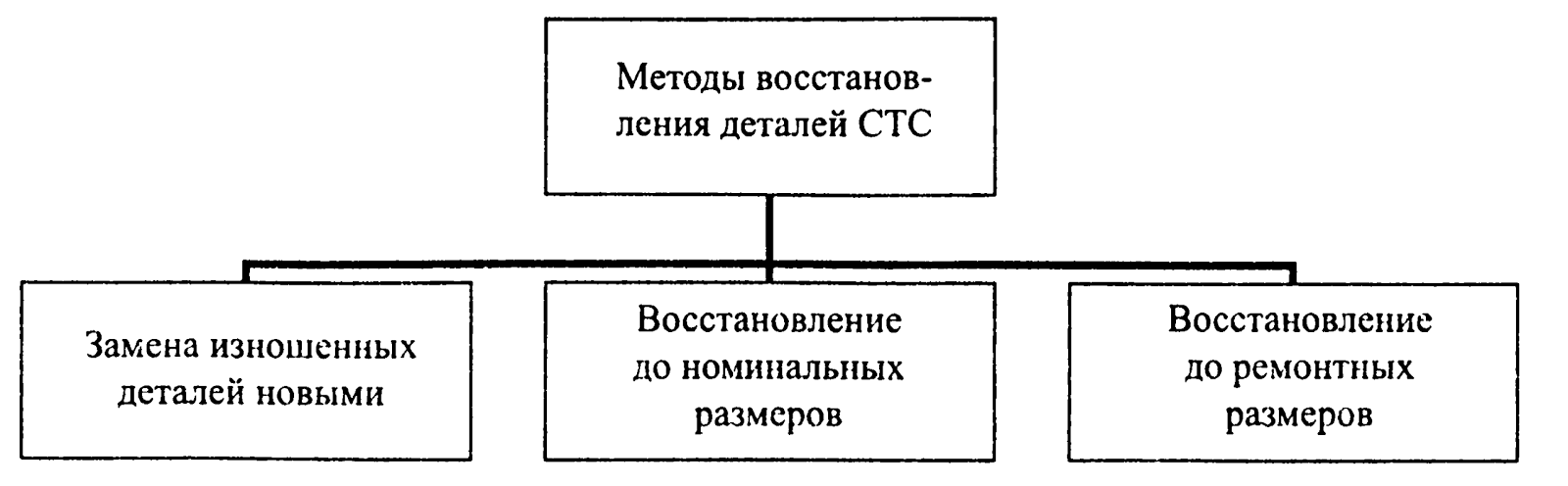
Восстановление детали — это изменение её геометрических размеров до ремонтных или номинальных значений при сохранении прочности и свойств материала, из которого она изготовлена. При этом стоимость её восстановления не должна быть выше новой детали, а ресурс работы восстановленной детали должен быть не менее 80% новой. В судоремонте существует три метода восстановления деталей СТС. Структурная схема методов восстановления приведена на рисунке:
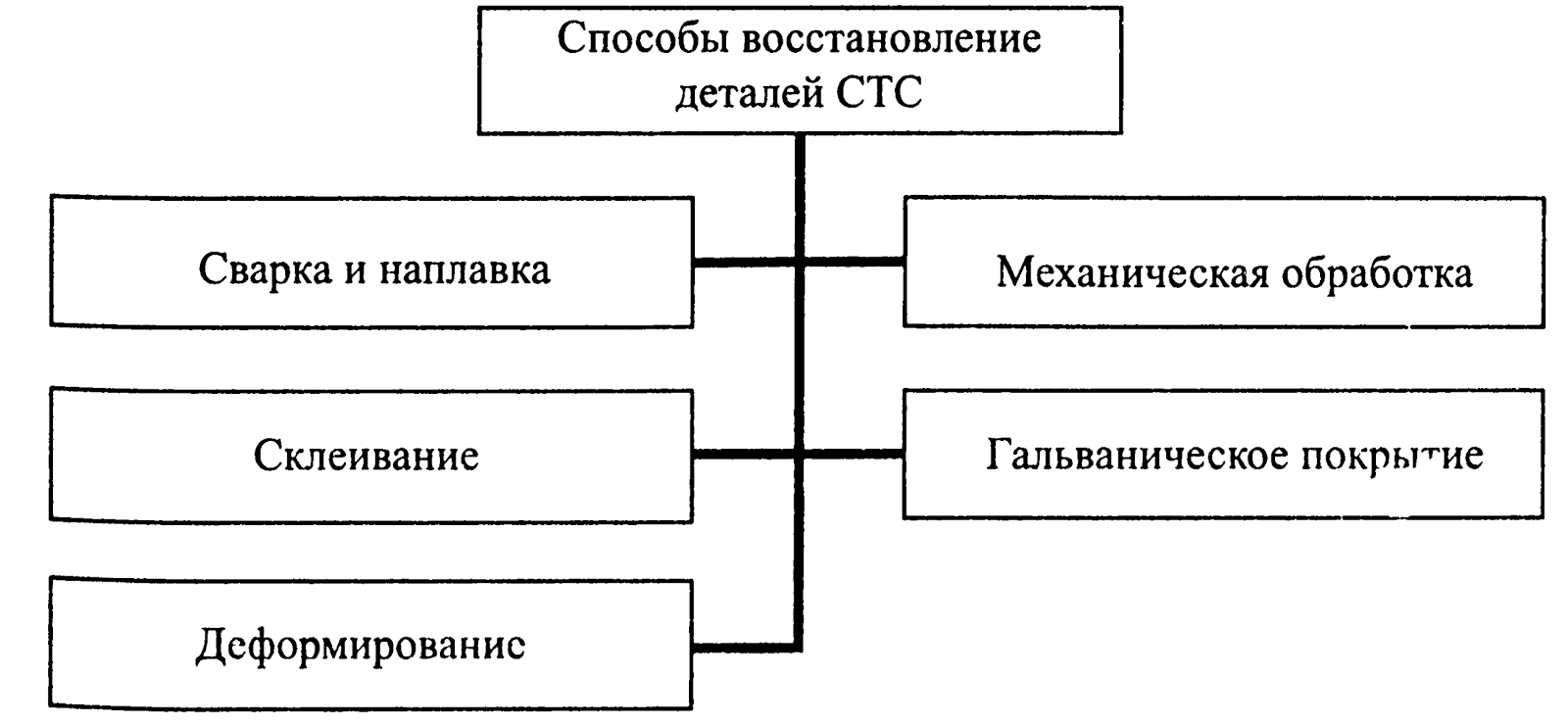
Для восстановления деталей СТС до номинальных или ремонтных размеров применяют различные способы восстановления, они приведены на структурной схеме:
Механическая обработка — точение, фрезерование, сверление, строгание, шлифование, полирование, хонингование и т.д. — применяют для устранения овальности, конусообразности, рисок, задиров, царапин; забоин у шеек валов, втулок и других деталей, а также восстановления их до номинальных и ремонтных размеров, чистоты их поверхностей и изготовления новых деталей.
Шлифование, полирование, хонингование, а также алмазное выглаживание применяют для повышения точности и качества обрабатываемой поверхности.
Механическую обработку выполняют с использованием соответствующего металлорежущего инструмента (резцов, фрез, свёрл, развёрток, абразивного инструмента).
Резцы, фрезы, свёрла для повышения режущих свойств оснащают пластинами из твёрдых сплавов, таких как ВК6, ТЗОК4, Т17К12 и других.
Применение резцов с пластинами из твёрдых сплавов и сверхтвёрдыми материалами (алмазом или нитридом бора — эльбором) позволяет выполнять механическую обработку детали после её закалки.
Сварка и наплавка — с помощью сварки заваривают трещины в валах, втулках, корпусах механизмов и элементах корпуса судна. Наплавкой восстанавливают размеры шеек валов, устраняют эрозионные разрушения лопастей гребных винтов и т.д.
Для сварки и наплавки на переменном токе применяют сварочные трансформаторы типа ТС-300, ТС-500, ТД-300, ТСП-2 и др., а на постоянном токе — преобразователи типа ПСО-500; ПСУ-500. или сварочные выпрямители ВСС-300-3; ВКС-300 и др.
Сварку и наплавку чугунных деталей производят без их подогрева или с нагревом до температуры 300-400 С. Для сварки используют электроды из чугунов марки А и Б или медные электроды.
Подогрев деталей осуществляют в электрических печах, газовыми горелками, а после наплавки или сварки — медленное охлаждение.
Газовую сварку применяют для восстановления деталей из любых сплавов. Наплавленный слой составляет 0,25—0,5 мм. Для восстановления деталей из чугуна и цветных сплавов обязательно применяют флюсы. На судах используют ацетиленокислородную сварку и резку металлов. На СРЗ применяют и другие горючие газы (водород, пропан, бутановая смесь).
Аргонодуговую сварку применяют для деталей, изготовленных из чугуна, легированных сталей и любых цветных сплавов.
Сварку в оксиде углерода используют для деталей, изготовленных из углеродистых и легированных сталей.
Азотнодуговую сварку применяют для деталей, изготовленных из меди и медных сплавов, так как этот газ инертен по отношению к ним.
Автоматическую наплавку выполняют на токарных станках, а для увеличения производительности применяют ленточные электроды из нержавеющей стали толщиной 0,3-0,7 мм, или из малоуглеродистой стали толщиной 0,5-0,7 мм, ширина ленты составляет 30-40 мм; сварочный ток — 650 А.
Плазменная сварка — способ соединения деталей, при котором в качестве источника теплоты используют ионизированный газ (плазма), температура которого достигает до 16000°С и выше в месте соприкосновения с обрабатываемым материалом. Ионизированный газ, содержащий свободные положительные и отрицательные ионы, обычно получается при нагреве газа концентрированной электрической дугой. Устройство, в котором нагревается газ и образуется плазма, получило название плазменная горелка или плазмотрон. Для сварки применяют аргон, смеси аргона с водородом или гелием.
Плазменная резка применяется в том случае, когда неприменима электрическая и газовая резка. Плазменная резка углеродистой стали может производиться с использованием воздуха или кислорода. Ширина реза стального листа толщиной 25 мм составляет около 5 мм.
Плазменной горелкой разрезают листы из алюминиевых сплавов толщиной до 125 мм, нержавеющей стали — до 100 мм.
Плазменная наплавка производится с помощью плазменных горелок. С их помощью возможно нанесение любых тугоплавких материалов на другие материалы.
Лазерная сварка — способ соединения деталей, при котором в качестве источника теплоты используют мощный сконцентрированный световой луч, излучаемый оптическим квантовым генератором лазером.
Лазерная сварка является прецизионной операцией, в большинстве случаев не требующей последующего устранения остаточных деформаций или механической обработки сварных узлов конструкций. Выполненные лазерным лучом сварные швы отличаются хорошими механическими свойствами. Остаточные деформации при лазерной сварке в 3-5 раз меньше, чем при газовой сварке. Используя лазерное излучение можно получать качественные сварные соединения цветных металлов и сплавов — медных и алюминиевых.
Лазерная резка — способ разделения практически любых материалов, Независимо от их теплофизических свойств. При помощи лазерного луча можно точно, быстро и без шума разрезать листы из углеродистых, легированных и нержавеющих сталей, алюминиевых и медных сплавов толщиной до 10 мм. Ширина разреза составляет 0,2-0,5 мм. При этом обеспечивается высокое качество поверхности разреза на всех металлах, независимо от их температуры плавления и твёрдости. Лазерная резка применяется для разделения легковоспламеняющихся материалов: пластмассы, дерева, стеклопластиков, бумаг и, кожи, при их толщине до 50 мм, при этом ширина реза не превышает 1 мм. Лазерная резка, по сравнению с другими способами, дает возможность получить узкий разрез в обрабатываемом материале, вести обработку материала практически по любому сложному контуру и автоматизировать процесс резки при достаточно высокой точности и производительности.
Лазерная наплавка — представляет собой технологический метод получения покрытий с заданными физико-механическими свойствами. Наплавляемые материалы в виде обмазки наносят на поверхность детали, либо в виде порошка подают с помощью дозатора непосредственно в зону воздействия лазерного луча. В качестве наплавочных материалов используют металлы, сплавы и керамику. Получаемый слой имеет толщину до 1 мм, обладает высокой адгезией, однородностью, плотностью, значительной твёрдостью.
Ресурс деталей, восстановленных лазерной наплавкой, равен, а в отдельных случаях превышает ресурс новых.
Пробивка отверстий — этот способ широко используют в приборостроении для получения отверстий диаметром от 10 мкм до 1 мм в любых, в том числе, в хрупких и твёрдых материалах. Используя импульсный режим работы лазера можно получить отверстия разного диаметра на большую глубину, что невозможно другими методами. Для получения отверстий диаметром меньше 5 мкм используют лазеры с малыми значениями длины волны.
В настоящее время известно много способов наращивания металла электролитическим методом: никелирование, хромирование, омеднение, цинкование, осталивание, кадмирование и т.д. Наибольшее распространение в судоремонте получили осталивание и гладкое или пористое хромирование.
При электролитическом наращивании деталь служит катодом. Источниками постоянного тока служат генераторы с выходным напряжением 6/12 В и силой тока 3000/1500 А.
Перед нанесением на деталь гальванического покрытия её подвергают механической обработки для восстановления геометрической формы и повышения чистоты её поверхности. Изолируют те места, которые не подлежат хромированию (изолируют свинцом, цапонлаком — целлулоид, растворённый в ацетоне). После химического или электролитического обезжиривания (30-50 г едкого натра на 1 л воды) деталь промывают в проточной горячей и холодной воде.
Хромирование — выполняют в ванне с двойными стенками, пространство между которыми заполняют дистиллированной водой и нагревают её до 55 С. Затем на каждый литр воды вводят 250 г хромового ангидрида и 2,5 г серной кислоты. После хромирования деталь промывают горячей дистиллированной водой, затем холодной, а потом снова горячей, чтобы окончательно смыть остатки кислот.
Хромированием восстанавливают износ у деталей от 0,05 до 0,3 мм на сторону. При толщине покрытия более 0,3 мм прочность хромового слоя снижается. Поверхности, работающие на трение, подвергают пористому хромированию. Благодаря наличию пор резко уменьшается изнашивание хромированной поверхности.
Осталивание — процесс электролитического осаждения железных покрытий из водных растворов хлористого (FeCl2 + 4Н20) или сернокислого (FeS04 + 7Н20) железа. Осталиванием наращивают слой металла толщиной до 3 мм.
Склеивание — в судоремонте наибольшее применение получили синтетические клеи на основе эпоксидных смол ЭД-5, ЭД-6, ЭД-16, ЭД-20, отвердителя, пластификатора и различных наполнителей.
Клей приготавливают непосредственно перед его использованием, так как живучесть клея всего 45-60 минут.
Приготовленный клей наносят на очищенные и обезжиренные поверхности. При холодном склеивании детали выдерживают в течение 24 ч при нормальной температуре, при горячем — в течение 6-8 ч при температуре 120-150 С.
Кроме клеев на основе эпоксидных смол в судоремонте применяют также синтетические клеи БФ- 2, БФ-4, клей типа «Спрут», который позволяет склеивать детали без их тщательной подготовки, девкон, эластомер и материалы Belzona.
Эластомер представляет собой состав на основе смолы ВДУ и ни-трильного каучука СКН-40, растворённого в ацетоне. Приготовленный раствор эластомера может храниться практически без ограничения времени в закрытой посуде. Эластомер в качестве клеев, паст, замазок любой вязкости и необходимыми наполнителями применяют для восстановления посадочных натягов в неподвижных соединениях, защиты сопрягаемых поверхностей от раковин и сыпи, возникающих при высоких удельных нагрузках в условиях вибрационно-колебательного трения.
Поверхности деталей под эластомер очищают металлической щёткой и зачищают наждачным полотном до металлического блеска, затем поверхность обезжиривают спиртом, бензином В-70, ацетоном и т.д.
Эластомер наносят вручную кистью, центробежным способом или напылением. Он не боится воды, масла, дизельного топлива, керосина, бензина. Детали могут эксплуатироваться при температурах от - 20 до + 145 С. Основной недостаток при работе с эластомером — повышенные усилия распрессовки соединений (в 2-3 раза), в зависимости от натяга и обработки сопрягаемых деталей.
В настоящее время стали применять материалы Belzona. Эти материалы существуют с 1952 г. и нашли широкое применение во всём мире во многих отраслях промышленности.
Материалы Belzona — это двухкомпонентные, полимерные материалы с высокой химической и термической стойкостью. Они обладают уникальными свойствами, которые отличают их от имеющихся в мире аналогов:
• обладают тексотропичностью (не текут), что позволяет проводить работы на потолочных или вертикальных поверхностях;
В своем блоге буду описывать основы технологии судоремонта, методы дефектоскопии, восстановления и упрочнения деталей, виды и методы ремонта судов и механизмов.Будет приведена технологическая документация на ремонт и изготовление деталей.
Оглавление
Виды ремонта судов и механизмов
Система ППР является основой ремонта судов и механизмов, которая включает комплекс технических и организационных мероприятий, направленных на поддержание и восстановление их технико-эксплуатационных характеристик.
Для судов промыслового и морского флотов установлены следующие основные виды ремонта, регламентированные ГОСТом 24166-80, которые приведены на структурной схеме ниже.
Средний ремонт выполняют для восстановления технико-эксплуатационных характеристик судна. Конечной целью ремонта этого вида является обеспечение условий на подтверждение класса Регистра. Его производят силами СРЗ.

Капитальный ремонт проводится для восстановления технико-эксплуатационных характеристик судна до значений, близких к номинальным. Конечной целью ремонта этого вида является подтверждение или восстановление класса Регистра.
Доковый ремонт (слиповый) — ремонт подводной части судна в доке (на слипе) является составной частью среднего и капитального ремонтов судна.
Гарантийный ремонт. При этом ремонте устраняют дефекты, которые произошли в гарантийный срок эксплуатации не по вине судового экипажа.
Аварийный — внеплановый ремонт судна, выполняется для устранения повреждений, вызванных аварийным случаем, и включает только работы, перечисленные в аварийном акте.
Этим же ГОСтом предусмотрены и такие виды ремонтов, как: восстановительный, поддерживающий, межрейсовый и регламентированный. Но эти виды ремонтов для планирования не применяют.
Восстановительный — внеплановый ремонт судна, выполняемый для устранения повреждений, вызванных стихийным бедствием. Восстановительный ремонт производится в исключительных случаях, в основном, особо ценных и уникальных судов. Суда, прошедшие восстановительный ремонт, вводятся в систему ППР.
Поддерживающий — ремонт выполняется после исключения судна из системы ППР. Такой ремонт назначается в тех случаях, когда капитальный ремонт нецелесообразен из-за большой его стоимости и длительности простоя судна. Вывод судна из эксплуатации во всех случаях оформляют соответствующим приказом судовладельца.
Межрейсовый — ремонт судна, выполняемый между рейсами для поддержания исправного состояния его отдельных элементов.
Регламентированный — плановый ремонт судна, выполняемый согласно эксплуатационной документации, независимо от его технического состояния.
Для механизмов предусмотрены следующие виды ремонтов, регламентированные ГОСТом 18322-78, и которые приведены на структурной схеме ниже.

Текущий ремонт выполняется с целью устранения мелких дефектов (преждевременное изнашивание и поломка деталей), возникающих в процессе работы механизмов, для поддержания их в нормальном техническом состоянии. Его выполняют силами судового экипажа, как во время переходов, так и в период стоянки судна.
Средний и капитальный — эти виды ремонтов направлены на восстановление частично или полностью израсходованного ресурса механизмом. Их выполняют силами СРЗ при участии членов судового экипажа.
Комментариев нет :
Примечание. Отправлять комментарии могут только участники этого блога.
Ярлыки
- Аналитика (1)
- Англо-русский словарь в иллюстрациях для судовых механиков (55)
- ВЗАИМОДЕЙСТВИЕ ВИНТА И КОРПУСА (6)
- ВОДОМЕТНЫЕ ДВИЖИТЕЛИ (2)
- Водоопреснительные установки. (3)
- ВСПОМОГАТЕЛЬНЫЕ МЕХАНИЗМЫ. (17)
- Газотурбинные и атомные силовые установки (5)
- ГЕОМЕТРИЯ ГРЕБНОГО ВИНТА (4)
- ГРЕБНЫЕ ВИНТЫ РЕГУЛИРУЕМОГО ШАГА (6)
- КАВИТАЦИЯ ГРЕБНЫХ ВИНТОВ (8)
- КЛАССИФИКАЦИЯ ВИДОВ РАЗРУШЕНИЙ И РАЗРУШАЮЩИХ ВОЗДЕЙСТВИЙ ДЕТАЛЕЙ СТ (25)
- Книги (63)
- КОРПУС СУДНА. (6)
- КРЫЛЬЧАТЫЕ ДВИЖИТЕЛИ (2)
- Лебёдки рыболовных траулеров (50)
- ОБНАРУЖЕНИЕ И УСТРАНЕНИЕ ДЕФЕКТОВ СУДОВЫХ ДИЗЕЛЕЙ (61)
- ОБЩЕСУДОВЫЕ УСТРОЙСТВА И МЕХАНИЗМЫ. (8)
- Обьявления (2)
- ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ГРЕБНЫХ ВИНТОВ (2)
- Предстапельная сборка металлических судов (26)
- Программы (3)
- Проектирование (1)
- ПРОМЫСЛОВЫЕ УСТРОЙСТВА И МЕХАНИЗМЫ ОСНОВНЫХ ВИДОВ ЛОВА РЫБЫ И МОРЕПРОДУКТОВ. (7)
- ПРОПУЛЬСИВНЫЕ ИСПЫТАНИЯ СУДОВ (3)
- РУЧНАЯ ДУГОВАЯ СВАРКА (1)
- СВАРНЫЕ ШВЫ И СОЕДИНЕНИЯ (3)
- СВАРОЧНЫЕ МАТЕРИАЛЫ И ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ (6)
- СЕРИЙНЫЕ ИСПЫТАНИЯ МОДЕЛЕЙ ВИНТОВ (4)
- СОВМЕСТНОЕ РЕШЕНИЕ (12)
- СОСТАВЛЯЮЩИЕ СУДОРЕМОНТА. (17)
- СУДОВОЙ ВАЛОПРОВОД И ЕГО ЭЛЕМЕНТЫ. (38)
- СУДОВЫЕ ВСПОМОГАТЕЛЬНЫЕ УТИЛИЗАЦИОННЫЕ ПАРОВЫЕ КОТЛЫ И ТЕПЛООБМЕННЫЕ АППАРАТЫ. (6)
- СУДОВЫЕ ДВИГАТЕЛИ ВНУТРЕННЕГО СГОРАНИЯ (25)
- Судовые движители (3)
- СУДОВЫЕ ДИЗЕЛИ. (47)
- СУДОВЫЕ ПАРОВЫЕ КОТЛЫ. (11)
- СУДОВЫЕ ПАРОВЫЕ ТУРБИНЫ (13)
- СУДОВЫЕ СИСТЕМЫ. (6)
- Судостроение (1)
- ТЕОРИЯ СВАРКИ (6)
- УСТРОЙСТВА ПРЕДОТВРАЩАЮЩИЕ ЗАГРЯЗНЕНИЕ МОРЯ. (3)
- Центрирование деталей механизма движения крейцкопфного дизеля. (7)
- Центрирование деталей механизма движения тронкового дизеля. (6)
- ЭЛЕМЕНТЫ ВИХРЕВОЙ ТЕОРИИ ГРЕБНОГО ВИНТА (8)
Metallurgy for the non-metallurgist [2011, PDF, E-MAIL DELIVERY]
Повреждения и поломки дизелей. Примеры и анализ причин 1е. издание
Jane's Fighting Ships - Stephen Saunders
MAN B&W ДВИГАТЕЛИ МОДЕЛЬНОГО РЯДА MC 50-98
СУДОВЫЕ ХОЛОДИЛЬНЫЕ УСТАНОВИКИ И СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ
ЭКОНОМИКА ПРЕДПРИЯТИЯ МОРСКОГО ТРАНСПОРТА
Российский Морской Регистр Судоходства 3
Российский Морской Регистр Судоходства
Субмарины США Gato-01
Субмарины кригсмарине-02
Испанские галеоны 1530-1690
Боевые корабли Японии и Кореи
АВИАНОСЕЦ
ИСТОРИЯ КОРАБЛЯ
Руководство для морских сварщиков / UNITOR WELDING HANDBOOK
Иллюстрированное пособие сварщика
Электросварщик на автоматических и полуавтоматических машинах
Технология судоремонта.
Справочник по технологии судомонтажных работ.
Проектирование судовых энергетических установок.
Ремонт судна во время эксплуатации.
Правильная заточка токарных резцов
Токарь. Краткий справочник
Эксплуатация судовых насосов
Translate
Контакты
Повреждения и поломки дизелей. Примеры и анализ причин 2е. издание
Судовые дизели и их эксплуатация
Вяртсиля
СПРАВОЧНИК ЭЛЕКТРОМЕХАНИКА
Краткий справочник судового механика
РАБОЧИЙ АЛЬБОМ ТИПОВЫХ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ
Российский Морской Регистр Судоходства 2
Конструкция корпуса морских судов
Галеры 1470-1590
Британские парусные линейные корабли
Боевые корабли древнего Китая
ИСТОРИЯ ОТЕЧЕСТВЕННОГО СУДОСТРОЕНИЯ
ГИБРИДНЫЕ ТЕХНОЛОГИИ ЛАЗЕРНОЙ СВАРКИ
Основы сварки судовых конструкций
Справочник газосварщика и газорезчика
Технология и организация судоремонта.
Англо-русский словарь в иллюстрациях для судовых механиков
Технология судостроения и судоремонта.
Сборка судовых механизмов и машин.
Буксирные суда (проектирование и конструкция)
Судовые насосы: Справочник.
Платные обьявления
Пластиковая бутылка пэт. Пробка. Ручка. Крышка. Доставка. Москва
Бутылка под квас, пиво, воду, молоко, быт. химию 0.1 до 5л, 18.9 л
Ручка, Крышка, для 5л - 1,50 комплект
Прессформы для выдува
Бутыль одноразовый пэт в кулер 19 литров
Пробка однокомпонентная
Поликарбонатная бутылка 19 литров
Размерная линейка включает более 190 видов бутылки, объемом от 50 мл до 5
л, а также бутыли на 9 л, 10 л и 18.9 л
Доставка по Москве и области от 950 р.
Доставка нашим транспортом 6 дней в неделю от 100 бутылок
Изготовление пластиковой бутылки пэт различных форм и размеров - Компания
Тара ПЭТ
Система выравнивания плитки - простое приспособление чтобы выравнивать
плитки во время укладки на клеевой раствор
Продажа оптом и в розницу в Ростове-на-Дону
Выравнивает не только швы, но и стыки плиток, что делает поверхность
идеально ровной
СВП образует шов 1-1,5 мм и предназначена для плиток толщиной от 3 мм до 12
мм
СВП применяются для укладки плитки как на пол так и на стены
Незаменимы при укладке плитки больших размеров или мастерам без опыта
СВП - Эффективное решение для новичков и специалистов, занимающихся
укладкой керамической плитки
С СВП Строй Пом вы быстро и качественно уложите плитку
У вас будет идеально ровная поверхность уложенных плиток, ровные швы одного
размера, вы сэкономите время, деньги, сохраните здоровье
Заказывайте прямо сейчас
Доставка в любое место
Строительные вагончики бытовки. Производство, продажа, монтаж. ТехноВектор.
Тюмень
Варианты исполнения и использования для:
бытовых нужд
столовой
проживания
технологических целей
кпп, пост охраны
павильона
гаража
автомоек
дачного домика
легкое переоборудование
быстрая сборка
перевозка без потерь
ТехноВектор - Мы производим Строительные вагончики с 2008 года а также:
Бытовки
Модульные здания
Садовые домики
Мобильные бани
Мы работаем в городах: Пермь, Тюмень, Екатеринбург, Челябинск, в городах
Ханты-Мансийского и Ямало-Ненецкого АО
Возможен монтаж дополнительного утепления
Изготавливаем по индивидуальному заказу
Качество сборки конструкций отвечает самым строгим стандартам
Автор статьи

Читайте также:
- Общий дефицит госбюджета уменьшенный на сумму процентных выплат по государственному долгу это
- Какая пенсия у адвокатов и судей
- Имеет ли право комиссия по делам несовершеннолетних ходатайствовать перед судом
- Как определить подсудность дел суду присяжных
- Положен ли адвокат несовершеннолетнему потерпевшему