
Методы выполнения электромонтажных работ на судах
Обновлено: 25.04.2024
Работа электромонтажников на судах связана с опасностью поражения электрическим током. Кроме того, работы часто ведутся в стесненных условиях, при повышенной влажности, на значительной высоте (свыше 1,5 м). Поэтому несоблюдение правил безопасности труда может привести к несчастным случаям. Электромонтажники должны строго соблюдать правила безопасности труда и руководствоваться инструкцией по безопасности труда для электромонтажников механизмов и систем на судах.
Перед началом работ следует привести в порядок свою одежду, застегнуть или обхватить широкой резинкой обшлага рукавов, надеть защитную каску, проверить исправность электромонтажного инструмента, осмотреть рабочее место, убрать ненужные предметы. При работе на высоте более 2 м необходима установка лесов или подмостков. У люков, шахт, снятых листов настила должно быть поставлено ограждение, в помещениях необходимо общее и местное освещение. В закрытых помещениях, особенно при работе с легковоспламеняющимися или токсичными веществами, нужна надежная вентиляция, обеспечивающая не менее чем десятикратный обмен воздуха в час. Зимой следует обеспечить отопление помещения.
Электромонтажники должны допускаться к работе только после того, как они изучат и усвоят правила по безопасности труда и оказанию первой помощи. Электромонтажники на судах в ходе работы переходят из одного помещения в другое, поднимаются и спускаются по трапам. Если перемещение происходит по временным трапам и мосткам, перед началом работы следует убедиться в. надежности их закрепления. При затяжке кабеля с металлической оплеткой необходимо надевать рукавицы; при оконцевании жил кабелей электросваркой необходимо соблюдать правила электросварки. При размотке кабеля с барабана или бухты нужно смотреть, чтобы ноги не попали под барабан; в случае временного бухтования кабелей они должны быть надежно увязаны и подвешены на подвесках. При работе на двухъярусных лесах запрещается работа по одной вертикали без сплошного настила между ними. Перед установкой групповых распределительных щитов или аппаратов следует проверить надежность закрепления конструкций, на которых они монтируются.
При работе с компаундом необходимо следить за чистотой рук, полотенец, спецодежды и инструмента. Люди должны подвергаться предварительным и периодическим медосмотрам. Лица, страдающие хроническими заболеваниями кожи, слизистых оболочек, к работе не допускаются. При работе необходимо пользоваться полиэтиленовой спецодеждой (халат, пластмассовые нарукавники), а руки смазывать защитной пастой в составе (в процентах): казеин—19,7, аммиак (25%)—1,9, спирт этиловый (90%)—58,7, глицерин—19,7. Спецодежда и домашняя одежда должны храниться в разных шкафах. После работы рабочие должны мыться под душем. При попадании на руки смолы, компаунда или отвер-дителя участки кожи нужно протереть марлевым тампоном, смоченным в спирте. Во время приготовления компаунда категорически запрещаются прием пищи и курение.
Пасту готовят следующим образом: казеин (не казеиновый клей) замачивают в 3—4-кратном количестве воды и оставляют для набухания 12—20 ч, после чего отжимают и нагревают с глицерином, спиртом, аммиаком до полного растворения. Раствор фильтруют.
Небольшое количество раствора (3—5 г) наливают на ладони рук и растирают, после этого дают просохнуть 1—2 мин до образования тонкой пленки. Во время работы руки мочить нельзя, так как вода, разрушив пленку, откроет доступ вредным веществам к коже. Раствор пасты, готовый к употреблению, хранят в банках с притертыми крышками. Срок хранения 8—10 дней.
При заточке инструмента, если нет защитного экрана, следует надевать защитные очки. Категорически запрещается пользоваться электрической лампой напряжением свыше 24В. При работе во взрывоопасных помещениях следует применять электроинструмент и технологическую оснастку взрывобезопасного исполнения.
История развития технологии электромонтажных работ тесно связана с развитием судовой электротехники. С установкой на судах первых электрических машин, аппаратов, светильников, а также кабелей и проводов, с помощью которых создаются электрические сети, появилась необходимость в выполнении электромонтажных работ.
По мере повышения уровня электрификации и автоматизации судов объем электромонтажных работ непрерывно увеличивается.
Опыт строительства судов показал, что при длине кабелей порядка десятка километров объем электромонтажных работ соизмерим с объемом работ постройки корпуса, насыщения его механизмами и других видов работ. Однако электромонтажные работы Долгое время не имели самостоятельного места в комплексном графике постройки судов. Электромонтаж выполняли по мере готовности тех или иных помещений, т. е. в случайной последовательности или, как теперь принято называть, выборочным методом, фи подобной технологии выполнение электромонтажных работ Растягивалось на длительное время, качество их было невысоким, увеличивалась продолжительность сдаточных испытаний судов, дни и те же работы нередко переделывались по нескольку раз.
По мере увеличения объема электромонтажных работ перечня ленные недостатки становились все более заметными и постепенно сделались сдерживающим фактором в обеспечении оптимальны сроков постройки судов. Начались поиски новых технологически методов выполнения электромонтажных работ в направлении увязки с технологией постройки судов в целом.
Прежде всего из числа электромонтажных работ были исключены не относящиеся к ним корпусные, сварочные и механическг работы (изготовление крупных фундаментов, установка и крепление тяжелого электрооборудования и т. п.). В 1950 г. Ю. С. П. с группой электромонтажников разработал и внедрил метод параллельной технологии электромонтажных работ, при котором строящиеся суда поступают на электромонтаж с определенный ритмом и предварительно подготовленными. С этих пор этап элег тромонтажных работ вошел на равных правах в общий цикл строительства судов.
В дальнейшем параллельная технология электромонтажных работ совершенствуется, появляются ее модификации применительно к различным классам судов и серийности их постройки. Одновременно все больший объем работ переносится с судов в цехи с тем, чтобы всемерно сократить объем судовых работ и общее время строительства судов. В результате этого появилась, например, узловая технология, предусматривающая монтаж узлов, состоящих из аппаратов и кабелей, непосредственно в цехе; расширяется объем стендовых испытаний в целях их сокращения на судах и т. д.
В настоящее время считается неоспоримым, что указанные методы выполнения электромонтажных работ эффективны не только на больших судах с суммарной длиной кабелей порядка ста километров, но и на относительно малых судах с длиной кабелей в десятки километров.
Одновременно с развитием общей технологии электромонтажных работ совершенствовалась технология выполнения отдельных операций. Осуществлялась механизация ручных работ, создавался специальный инструмент, разрабатывались новые приборы и т. п. Например, в 40-х годах были разработаны и унифицированы изделия для крепления электрооборудования. В 50-х годах были усовершенствованы способы крепления кабелей и разработан способ оконцевания жил кабелей опрессовкой наконечников вместо пайки. Внедрены специальные массы, применяемые для уплотнения проходов кабелей сквозь палубы и переборки.
В 60-х годах развернулись работы по комплексной механизации работ, в результате чего были созданы разнообразные электромонтажные инструменты и приспособления.
Совершенствование технологии электромонтажных работ продолжается и будет продолжаться, поскольку количество электротехнических изделий, устанавливаемых на судах, непрерывно увеличивается.
Разработан метод испытаний источников энергии с нагрузкой на береговую сеть.
Важная роль отводится совершенствованию организационно-технических форм выполнения электромонтажных работ. Например, созданы механизированные кабелезаготовительные участки, поводятся эксперименты по разработке технологической документации с помощью вычислительных машин, ведутся работы в направлении создания моделей (имитаторов), допускающих комплексную проверку систем и ее элементов и т. д.
Таким образом, при современном состоянии и перспективах развития технологии судовых электромонтажных работ требуется подготовка таких специалистов, которые должны хорошо знать теорию судовой электротехники, технологию постройки судов в увязке с технологией выполнения электромонтажных работ, правила и приемы выполнения отдельных электромонтажных операций, уметь организовать и планировать выполнение работ.
Электромонтажными работами (ЭМР) называют производственные операции, выполняемые в цехе и на судне, по подготовке, монтажу и испытаниям в действии всего электрооборудования и судовых кабельных трасс.
Проводку электрической энергии на судах осуществляют с помощью кабелей и проводов разных марок. Прокладка кабелей может быть свободной – в трубах и желобах, проходящих через корпусные конструкции, или неподвижной – на панелях, мостах, в кассетах (см. рис.10.1).


Рис. 10.1. Схемы крепления кабелей на переборке.
а – в подвеске; б – с помощью скобы и моста, в – с помощью системы быстрого монтажа
При прокладке кабелей приходится пересекать корпусные конструкции, в том числе непроницаемые. При проходе кабеля через непроницаемые конструкции применяют уплотнительные устройства – индивидуальные или групповые сальники или кабельные коробки (см. рис.10.2). Пересечение кабеля с проницаемыми конструкциями выполняют через вырезы, окантованные для предохранения кабеля от повреждения.

Рис. 10.2. Проход кабелей через непроницаемые конструкции.
а – через индивидуальные сальники; б – через трубу;
1 – нажимной сальник; 2 – корпус сальника; 3 – шайба;
4 – резиновое уплотнение кольца; 5 - корпусная конструкция; 6 – труба.
В соответствии с технологической классификацией кабели разделяют:
– магистральные (проходящие через несколько переборок или палуб);
– местные (проложенные в пределах одного помещения);
– внутриузловые кабели (входят в состав электромонтажных узлов).
Пример технологической классификации кабелей показан на рис.10.3.

Рис. 12.3. Техническая классификация кабелей.
1 – магистральный кабель; 2 – групповые сальники; 3 – местные кабели;
4 – внутриузловые кабели; 5 – районы разводки кабелей; 6 – смежные кабели;
7 – районы ввода кабелей.
Современные суда имеют высокий уровень электрификации и автоматизации управления. Трудоемкость ЭМР на судах достигает 8% трудоемкости постройки судна.
Электромонтажные работы выполняются судостроительным заводом совместно с цехом электромонтажного предприятия (ЭМП).
Электромонтажные работы включают целый комплекс работ, которые выполняются в несколько этапов, связанных с процессом постройки судна.
1 этап – подготовительные работы в цехе.
Судостроительное предприятие изготавливает фундаменты под оборудование, доизоляционные и послеизоляционные электромонтажные детали и конструкции: подвески, кассеты, кронштейны, панели, кабельные коробки, держатели для светильников и прочее.
Подготовительные работы цеха электромонтажного предприятия включают:
– комплектацию электрооборудования, кабелей и материалов;
– монтаж агрегатированных сборочных единиц электрооборудования;
– изготовление монтажных узлов электрооборудования;
– разделку и оконцевание кабелей и т.п.
2 этап – подготовительные работы на судне.
Судостроительное предприятие осуществляет:
– установку на судне изделий для крепления оборудования и кабельных трасс;
– установку фундаментов и опорно-монтажных конструкций для монтажа электромонтажных деталей и конструкций;
Цех электромонтажного предприятия осуществляет монтаж электрооборудования на фундаментах на судне.
3 этап – собственно электромонтажные работы на судне
Цех электромонтажного предприятия выполняет:
– внешний электромонтаж (прокладка, разделка и маркирование кабелей);
– внутренний электромонтаж (подключение электрокабелей в электрооборудовании).
4 этап – подготовка и проведение испытаний электрооборудования.
Цех электромонтажного предприятия выполняет:
– стендовую регулировку оборудования в цехе;
– проверку работы электрооборудования на судне.
В соответствии с методом постройки судна определяют состав технологических районов электромонтажа, а также последовательность выполнения работ в этих районах.
Электромонтажный район – это часть судна, которая характеризуется относительной функциональной автономностью размещаемого в нем электрооборудования, а также технологической автономностью части корпуса. Это может быть блок судна или строительный район.
С учетом деления судна на электромонтажные районы применяют следующие основные технологии электромонтажных работ:
Параллельная технология применяется при суммарной длине прокладываемого кабеля до 100 км, когда под электромонтаж может быть сдан целый корпус судна.
Параллельная технология основана на одновременном проведении внешнего и внутреннего монтажа электрооборудования во всех подготовленных к монтажу помещениях судна с прокладки каждого магистрального кабеля от источников электроэнергии к потребителям без промежуточных бухтовок. Первоначально укладываются магистральные кабели, затем – местные кабели. При такой технологии монтаж судового электрооборудования выполняется в короткие сроки, однако требуется большое число рабочих и выполнение работ возможно только после сдачи под монтаж всего судна.
Автономно-районная технология основана на выполнении работ в отдельных автономно-монтажных районах независимо от готовности остальных районов судна. Автономно-монтажные районы включают группу помещений в пределах блока корпуса судна или несколько ярусов надстройки. Последовательность выполнения электромонтажных работ определяется последовательностью формирования корпуса судна и надстройки.
Электромонтажные работы начинаются с прокладки местного кабеля. Прокладка магистральных кабелей между автономно-монтажными районами осуществляется после выполнения основного объема работ по укладке местных кабелей.
Для проведения испытаний при автономно-районной технологии электроэнергетическая система судна должна получать временное питание от береговой сети.
Автономно-районную технологию рекомендуется применять на средних и крупных судах в условиях блочного и секционного методов постройки судна.
Агрегатно-блочная технология целесообразна при блочном методе постройки судна. Выполнение электромонтажных работ осуществляется вне стапеля, что позволяет применять средства механизации при выполнении электромонтажных работ. Перенос основного объема электромонтажных работ в цех сокращает стапельный период постройки и улучшает условия труда.
10.2. Установка электрооборудования,
подготовка и монтаж кабелей на судне
Для установки оборудования используют фундаменты, кронштейны, каркасы, подвески. В зависимости от требований к вибро- и ударостойкости оборудования его могут устанавливать на амортизаторах либо без них.
При установке оборудования вблизи него не должно быть фланцевых соединений труб, клапанов и устройств, из которых при эксплуатации могут поступать вещества, способных разрушить изоляцию и вызвать короткое замыкание. Должен быть обеспечен доступ для ввода кабелей в аппаратуру, для регулярного осмотра и проверки работоспособности оборудования.
На судне устанавливают крепежные изделия (см. рис.10.1), корпуса устройств уплотнений (см. рис.10.2) и обрамления вырезов в проницаемых переборках и деталях корпусного набора.
Внешний электромонтаж начинают с прокладки кабелей. Подготовка к монтажу (затяжке, укладке и разводке)) кабеля предусматривает выполнение замеров длин магистральных кабелей на головном судне, доставку кабелей на судно, расстановку технологических барабанов (см. рис.10.4,1), получение вспомогательных материалов и маркировочных бирок.

Рис. 10.4.Схема затяжки магистральных кабелей в помещения судна.
1 – технологический барабан с кабелем; 2 – прокладываемый кабель;
3- тяговая лебедка; 4 – тяговый трос; 5 – концевой захват троса;
6 – лебедка возврата троса; 7 – направляющие ролики для прохода кабеля.
На судне демонтируют оборудование и системы, мешающие прокладке кабелей, подготавливают групповые сальники и кабельные коробки и устанавливают технологическую оснастку для затяжки кабелей (ролики и рольганги, см. рис.10.4,7).
Кабели наматывают на барабаны в соответствии с очередностью затяжки. Для затяжки кабеля используют транспортно-тросовую систему, которая состоит из лебедок (рис.10.4, 3 и 6), транспортного троса (рис.10.4, 4) и направляющих (рис.10.4, 7). Каждый кабель затягивают по трассе до места назначения. После затяжки кабели окончательно укладывают в корпусных конструкциях и маркируют штатными бирками.
Далее выполняют разводку кабелей, то есть их разветвление и крепление в районе установки электрооборудования в порядке, обеспечивающем подвод к каждому сальнику (см. рис.10.5).
Затем кабели вводят в корпуса электрооборудования через соответствующие каждому кабелю отверстия.

Рис. 10.5. Разводка кабеля.
1 – жилы кабеля; 2 – крепление жил перед разводкой;
3 – крепление пучка кабеля; 4 – электрооборудование.
Внутренний электромонтаж предусматривает подготовку и подключение жил кабеля к контактам электрооборудования согласно монтажным схемам. Одновременно проводится проверка комплектности и штатной маркировки электрооборудования.
После внутреннего электромонтажа выполняют наладку и регулировочно-сдаточные испытания электрооборудования судна.
Программа испытаний электрооборудования является самостоятельным разделом программы испытаний судна в целом.
В испытания электрооборудования входят:
– проверка пуска первичных двигателей генераторов;
– запуск генераторного агрегата на холостом ходу и под нагрузкой;
– испытания преобразователей электроэнергии;
– испытания вспомогательных механизмов с электроприводом и другое.
Для проверки систем и устройств на электромонтажных предприятиях создают специализированные стенды, на которых проверяют целостность электрических цепей и работоспособность оборудования.
Наиболее сложным видом испытаний, проводимых во время швартовных испытаний, является проверка судовых электрических систем методом натурных коротких замыканий.
проверяют электродинамическую и термическую стойкость электрооборудования, чувствительность электрической защиты, фактические значения токов короткого замыкания.
Короткие замыкания создают при параллельной работе максимально возможного числа генераторных агрегатов при нагрузке, близкой к наибольшей. По результатам натурных испытаний делают заключение о правильности выбора генераторных агрегатов и всего входящего в систему электрооборудования.
Пример оформления методической разработки: Методическая разработка - разновидность учебно-методического издания в помощь.
Тема 5. Подряд. Возмездное оказание услуг: К адвокату на консультацию явилась Минеева и пояснила, что.
Поиск по сайту
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Правила и нормы проектирования и электромонтажа
Electrical equipment of ships. Rules and standards of designing and electric mounting
Дата введения 1981-01-01
М.В.Тепляков (руководитель темы); Г.Д.Кощеев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.03.80 N 1168
3. Срок проверки - 1994 г.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
Приложение 1, приложение 2а
Настоящий стандарт устанавливает правила и нормы проектирования электротехнических изделий (кроме кабелей), радиоэлектронных средств, аппаратуры спецтехники и автоматики (далее - электрооборудование); электротехнических систем; монтажа электрооборудования и кабелей, использующих электроэнергию переменного напряжения не более 1000 В, частотой не более 200 кГц и постоянного напряжения не более 1200 В; монтажа кабельных оптических линий (КОЛ), применяемых при передаче световой энергии в диапазоне частот, соответствующем НТД на оптические кабели; проектирования и электромонтажа защитного и экранирующего заземлений.
Стандарт не распространяется на требования к проектированию и электромонтажу:
средств радиосвязи, волноводных трактов, а также других электроустройств с рабочей частотой более 200 кГц;
машин, устройств и аппаратов системы электродвижения переменного напряжения более 1000 В и постоянного напряжения более 1200 В;
грозозащитного и молниезащитного заземлений;
заземления для снятия статического электричества.
В целях повышения производительности труда и качества электромонтажного производства на всех стадиях постройки судов* стандарт устанавливает технические требования, правила и нормы:
* Здесь и далее под определением "суда" понимаются: корабли, суда и плавсредства всех классов, типов и назначений.
разработки (проектирования) и изготовления электрооборудования (кроме кабелей), которое может быть установлено на судах;
проектирования судов в части размещения электрооборудования, КОЛ и кабелей;
подготовки и контроля готовности судна или отдельных его районов к выполнению электромонтажа;
Стандарт обязателен для предприятий:
проектирующих и изготовляющих электрооборудование (кроме кабелей), которое может быть установлено на судах;
выполняющих монтаж электрооборудования и кабелей на судах;
осуществляющих контроль выполнения вышеперечисленных работ.
Пояснение терминов, применяемых в стандарте, приведено в приложении 3.
(Измененная редакция, Изм. N 1).
1. ТРЕБОВАНИЯ К КОНСТРУКЦИИ ЭЛЕКТРООБОРУДОВАНИЯ И ЭЛЕКТРОТЕХНИЧЕСКИХ УСТРОЙСТВ
1.1. Общие требования, требования к вводным конструкциям и выводам электрооборудования и электротехнических устройств
1.1.1. Конструкция электрооборудования должна обеспечивать возможность выполнения его монтажа на судне без разборки и распломбировки. Допускается только открывать или снимать стенки, крышки, двери.
1.1.2. Конструкция электрооборудования должна обеспечивать возможность выполнения присоединения жил внешних кабелей к выводам или электрическим соединителям, а также КОЛ и отводы КОЛ к оптическим соединителям, исключая прокладку, увязку и присоединение этих жил к отдельным устройствам или аппаратам, являющимся составными частями электрооборудования (электротехнического устройства). Допускается присоединять жилы внешних кабелей только к контактным зажимам предохранителей, автоматических выключателей и трансформаторов.
(Измененная редакция, Изм. N 1).
1.1.3. Блоки контактных зажимов или отдельные контактные зажимы в электрооборудовании для присоединения жил внешних кабелей должны располагаться у вводных конструкций таким образом, чтобы максимальное расстояние от места ввода кабеля до точки присоединения любой его жилы не превышало 300 мм. Если технически невозможно выполнить данное требование, допускается увеличить расстояние, но не более чем до 500 мм, при этом должно быть предусмотрено крепление кабелей, пучков и отдельных жил. Должны быть обеспечены допустимый изгиб кабелей и доступ к контактным зажимам.
1.1.4. Вводные конструкции и выводы электрооборудования должны быть стандартизованы на уровне государственных или отраслевых стандартов.
1.1.5. В электрооборудовании, содержащем приборные стойки, вводные конструкции должны располагаться сверху, сбоку или снизу. Расположение их спереди или сзади не допускается.
1.1.6. Зазор между кабелем и кромками отверстий при вводе внешних кабелей в электрооборудование должен быть:
при вводе через сальники - по ГОСТ 4860.1;
при вводе через вырезы и втулки - не более 10 мм.
1.1.7. Расположение сальников на корпусе электрооборудования и расстояние между ними должно обеспечивать доступ при монтаже к элементам монтажного поля с лицевой стороны электрооборудования.
1.1.8. Наиболее предпочтительным является ввод кабелей в электрооборудование с помощью электрических соединителей.
1.1.9. Типы электрических соединителей в их допустимом сочетании с жилами подключаемых кабелей следует выбирать, руководствуясь приложением 1.
Сочетание оптических кабелей с оптическими соединителями регламентируется НТД на оптические соединители.
1.1.10. Вводные конструкции электрооборудования (сальники и др.), а также оптические и электрические соединители для подключения внешних кабелей, КОЛ и отводов КОЛ должны иметь рельефную маркировку, четко видимую с лицевой стороны электрооборудования.
Выводы электрооборудования (контактные зажимы, блоки контактных зажимов) должны иметь маркировку. В электрических соединителях маркируют вилочную и розеточную части.
В оптических соединителях маркируют блочную и кабельную их части.
1.1.9, 1.1.10. (Измененная редакция, Изм. N 1).
1.1.11. Электрические соединители для экранированных кабелей не должны применяться для подключения неэкранированных кабелей.
1.1.12. В электрооборудовании должен быть предусмотрен монтажный объем:
для присоединения жил внешних кабелей к контактным зажимам, блокам контактных зажимов, электрическим соединителям;
для присоединения оптических соединителей к КОЛ и отводам КОЛ;
для укладки основных и запасных (резервных) жил.
Длина каждой жилы с площадью сечения от 2,5 мм и менее для данного кабеля должна быть рассчитана на присоединение к наиболее удаленному контактному зажиму. Для жил с площадью сечения 4 мм и более и жил, оконцовываемых в электрические соединители (любых сечений), запас длины не предусматривается.
Допустимые минимальные расстояния от стенок электрооборудования, от мест ввода кабелей до блоков контактных зажимов, расстояния между платами, допустимые сочетания диаметров контактов электрических соединителей и площади сечений жил присоединяемых кабелей указаны в приложении 1.
1.1.13. В конструкции электрооборудования, к которому подключается более 150 жил кабелей внешних связей, должен предусматриваться модуль внешних связей.
1.1.14. Электрооборудование с модулями внешних связей изготавливают в блочном исполнении. Конструкция такого электрооборудования должна предусматривать возможность изготовления и поставки модулей внешних связей на ранней стадии отдельно и независимо от остальных элементов (блоков) электрооборудования для установки на судне и электромонтажа. Модули внешних связей должны быть обеспечены полным набором электромонтажных узлов и элементов, позволяющих выполнить весь комплекс электромонтажа внешних кабелей и монтажа КОЛ.
1.1.15. В конструкции крупногабаритного электрооборудования, к которому подключается менее 150 жил кабелей внешних связей, должен предусматриваться монтажный шаблон, обеспечивающий опережающую поставку его на судно для выполнения электромонтажных работ до установки электрооборудования.
1.1.16. Монтажный шаблон электрооборудования (для радиоэлектронной аппаратуры может быть использован технологический корпус) должен: соответствовать конфигурации и габаритам электрооборудования, аппаратуры ВОСП; иметь все элементы подсоединительных устройств (сальники; оптические, электрические, высокочастотные соединители и т.п.); иметь все устройства, имитирующие раскрытие крышек, дверок, выдвижных блоков. Маркировка и нумерация всех обозначений и контактных зажимов должна соответствовать штатной аппаратуре.
1.1.12-1.1.16. (Измененная редакция, Изм. N 1).
1.2. Требования по обеспечению заземления электрооборудования, металлических оплеток (оболочек) кабелей и экранов жил
1.2.1. Все электрооборудование с металлическим корпусом должно быть снабжено (кроме особо оговоренных случаев) одним устройством заземления его корпуса и, если в него вводятся кабели с металлическими оболочками (оплетками) и экранированными жилами, - наружными и внутренними устройствами заземления оболочек кабелей, внутренними устройствами заземления экранов жил кабелей. Количество устройств для заземления оболочек и экранов жил в электрооборудовании (кроме взрывозащищенного) устанавливают из расчета присоединения не более четырех оплеток или экранов жил к одному устройству.
Электрооборудование, состоящее из нескольких секций, должно иметь устройство заземления корпуса каждой секции.
1.2.2. Необходимость или недопустимость заземления и установки устройств заземления на стационарном и переносном электрооборудовании с неметаллическим или комбинированным (состоящим из неметаллических и металлических частей) корпусом определяется условиями обеспечения электробезопасности и оговаривается в нормативно-технической документации (НТД) на это электрооборудование.
1.2.3. Переносное, передвижное и погружное электрооборудование должно иметь одно внутреннее устройство заземления корпуса.
1.2.4. Одно наружное и одно внутреннее устройства заземления корпуса одновременно должны иметь следующее электрооборудование:
установочную арматуру (соединительные коробки, выключатели, розетки и т.д.);
Электромонтажными работами (ЭМР) называют производственные операции, выполняемые в цехе и на судне, по подготовке, монтажу и испытаниям в действии электрооборудования и судовых кабелей.
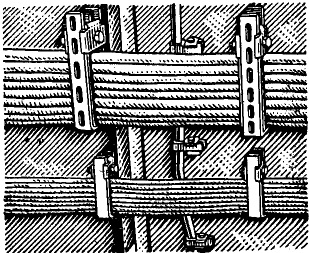
Рис. 1 Крепление в кассетах пучков магистральных кабелей по борту машинного отделения
ЭМР производят региональные электромонтажные предприятия (ЭМП). Как правило, на каждом судостроительном предприятии расположен электромонтажный цех ЭМП, выполняющий ЭМР.
Под электрооборудованием в ЭМР понимают совокупность:
- Генерирующих;
- Потребляющих и преобразующих электрическую энергию устройств;
- А также радиоэлектронные;
- Навигационные;
- Автоматического управления системы;
- Системы связи и другие подобные.
Иными словами, любое устройство, прибор, изделие, к которым подключают кабели, входит в понятие «электрооборудование судна».
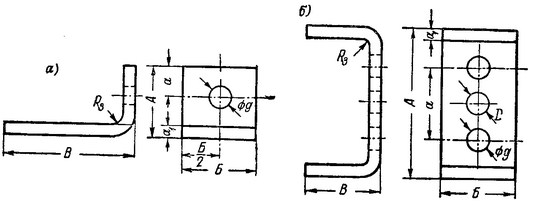
Рис. 2 Подвески для установки электрооборудования:
а — Г-образная подвеска; б — П-образная подвеска
Технологический цикл ЭМР проходит в несколько этапов, продолжительность и объем которых тесно связан с готовностью корпуса судна и ею определяется.
- Подготовительные работы в цехе;
- До и послеизоляционные подготовительные работы на судне;
- Монтаж электрооборудования;
- Монтаж кабелей;
- Регулировочно-сдаточные работы.
Проектирование технологии ЭМР состоит в:
- Разработке организационно-технологических методов их проведения;
- Способе проверки;
- Настройке;
- Регулировке электрооборудования и кабельной сети;
- Сдаче заказчику.
В зависимости от способа формирования корпуса судна содержание каждого этапа ЭМР может быть различным, его организация и продолжительность также могут отличаться.
Практическое распространение получили методы организации электромонтажных и настроечно-сдаточных работ:
- Параллельный;
- Автономно-районный;
- Агрегатно-блочный.
Технологические этапы ЭМР предусматривают:
- Подготовительные работы в цехе по подбору электрооборудования по технологическим комплектам и бригадным участкам, а также заготовку на технологических барабанах мерных отрезков кабелей, в цехе изготавливают электромонтажные узлы и заготовки, осуществляют предмонтажную подготовку электрооборудования, которая включает расконсервацию оборудования, поступившего с завода-изготовителя, демонтаж (для хранения на межоперационный период) хрупких и бьющихся его частей, зачистку мест заземления оборудования, установку амортизаторов и перемычек заземления, технологическую комплектацию электрооборудования по помещениям и бригадным участкам;
- До изоляционные подготовительные работы на судне включают разметку (трасс) и установку креплений электрооборудования и кабелей;
- Послеизоляционные подготовительные работы предусматривают подготовку помещений судна к электромонтажным работам и монтаж части электрооборудования;
- Монтаж кабелей состоит в затяжке, укладке и креплении кабелей, вводу их в электрооборудование, в уплотнении мест прохода кабелей через палубы и переборки, заземлении металлических оболочек кабелей и корпусов электрооборудования;
- При монтаже электрооборудования осуществляют контактные и защитные оконцевания жил кабелей, их маркировку и подключение к электрооборудованию, на этом этапе производят также монтаж разъемных частей электрических соединителей;
- Регулировочно-сдаточные работы включают опробование электрооборудования в действии, сдачу его заказчику в ходе швартовных, ходовых и государственных испытаний.
Параллельный метод организации ЭМР применяют при суммарной длине прокладываемого кабеля до 100 км, когда под электромонтаж может быть сдан целый корпус судна. Параллельный метод основан на одновременном выполнении работ по затягиванию и подсоединению к оборудованию кабелей во всех подготовленных к монтажу помещениях судна с прокладкой каждого кабеля без промежуточной бухтовки. В первую очередь затягиваются магистральные кабели, затем местные.
Настроечно-сдаточные работы выполняют в целом корпусе судна (частично их могут осуществить на стендах). Параллельный метод позволяет провести монтаж электрооборудования в сжатые сроки, но требует сдачи судна под электромонтаж в один этап. При этом необходимо привлечение большого количества электромонтажников, единовременно работающих на судне.
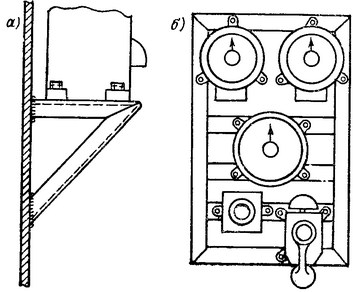
Рис. 3 Свободная установка электрооборудования
а — на кронштейне; б — на каркасе
Автономно-районный метод организации применяют при секционном и блочном способах формирования корпуса судна и при суммарной длине прокладываемых кабелей свыше 100 км. ЭМР ведут в строительных районах, «островах» или блоках с представлением под электромонтаж автономно-монтажных районов независимо от готовности других районов судна. ЭМР выполняют на два этапа – по готовым районам, а затем и в целом корпусе. В каждом районе работы начинают с затяжки внутрирайонных кабелей.
Первоочередность затяжки зависит от:
- Соотношения количества местных и магистральных кабелей в каждом из автономно-монтажных районов;
- Наличия критических участков, находящихся на критическом пути графика постройки судна, и сложных электромонтажных узлов (с которых начинается электромонтаж);
- Расположения кабелей в узлах крепления и у оборудования;
- Конструктивных особенностей кабелей.
Межрайонные магистральные кабели прокладывают в несколько этапов по основным направлениям затяжки кабелей и, как правило, без промежуточных бухтовок. Автономно-районный метод обеспечивает высокий ритм и широкий фронт работ. Электрооборудование при проектировании судна размешают но возможности так, чтобы минимизировать количество кабельных связей между автономно-монтажными районами. Электрооборудование, к которому подсоединяется значительное количество магистральных кабелей, по возможности располагают в районах прохождения основных магистральных трасс или в помещениях, прилегающих к ним.
Для проведения настроечно-сдаточных работ в автономно-монтажных районах или в их группах до окончания электромонтажа по судну в целом электроэнергетическая система должна получать временное питание от береговой сети. В случае необходимости применяют временные щиты питания и переключатели, удовлетворяющие требованиям техники безопасности проведения настроечно-сдаточных работ.
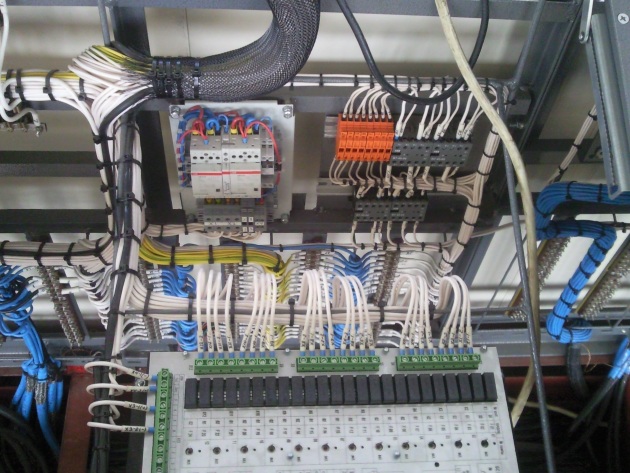
Рис. 4 Монтаж пульта управления судном (ПУС)
Для подачи электроэнергии с берега на судно в процессе его постройки целесообразно выделять в отдельный этап «участок-схему» генерирования электрической системы (ГРЩ), распределительные щиты, кабельные связи. ЭМР «участка» должны быть выполнены на раннем этапе без ожидания подготовки других помещений судна под электромонтаж.
Агрегатно-блочный метод организации целесообразен при блочно-модульном способе формирования корпуса. Выполнение ЭМР тогда возможно вне стапеля, а массовые и трудоемкие производственные процессы и технологические операции в цехах, на участках и на рабочих местах могут быть механизированы. Если в цеховых условиях будут использовать ту же технологию и те же технические средства, что и на судне (без специализации работ и применения цеховых средств механизации), то сам по себе перенос основного объема работ с судна в цех не даст снижения трудоемкости. Зато происходит сокращение стапельного периода постройки и улучшение условий труда, а эффект от сокращения стапельного периода превосходит эффект от сокращения трудоемкости ЭМР.
Для электромонтажного предприятия применение агрегатно-блочного метода также дает эффект, так как происходит рост производительности труда, улучшение условий труда и повышение качества работ. Более равномерно распределяется занятость электромонтажников и сглаживаются пиковые загрузки на завершающих этапах постройки судна.
Рис. 5 Монтаж главного распределительного щита ГРЩ 380 В
При традиционной технологии постройки судов подсоединение электрооборудования к кабельной сети производят только в условиях судна. При блочно-модульной постройке судов возможен перенос части или полного объема ЭМР в цеховые условия.
При организации ЭМР суда разбивают на электромонтажные районы, территориально и по объему работ соответствующие бригадному участку. Районы характеризуются относительной функциональной автономностью размещенного электрооборудования и изолированностью корпусной конструкции. Разбивку на районы производят как по территориальному, так и по схемному признакам.
В качестве примера районов, образованных по территориальному признаку, можно привести:
- Машинно-котельные отделения малых и средних судов;
- Отдельные платформы этих отделений на крупных судах;
- Румпельное отделение;
- Группы вспомогательных и бытовых помещений (каюты, санузлы, пищеблоки);
- Отдельные палубы надстроек и мачты.
Примером районов, образованных по схемному признаку, могут служить специальные посты (в частности, посты управления). Для каждого электромонтажного района комплектуют рабочие чертежи, необходимые для установки электрооборудования Установка электрооборудования, подготовка и монтаж кабелей на судне и прокладки кабелей.
Порядок выполнения электромонтажных и регулировочно-сдаточных работ на судне определяется технологическим планом, который должен обеспечивать:
- Выполнение ЭМР в соответствии со сроками строительства судна без помех работам по корпусно-механической части;
- Первоочередной монтаж объектов, расположенных на критических путях, а также электросистем, обеспечивающих безопасность судна на плаву;
- Максимально возможную равномерность загрузки электромонтажного цеха в течение всего цикла электромонтажных и регулировочно-сдаточных работ.
Разработку технологического плана ЭМР производят на стадиях эскизного и технического проектирования судна. Далее план уточняют и детализируют при разработке рабочего проекта ЭМР головного и серийных судов.
Рис. 6 Монтаж главного распределительного щита РЩ 24 В
Основные этапы составления технологического плана предусматривают:
- Изучение проекта электротехнической части судна и технологии его постройки, анализ особенностей монтажа и сдачи электрооборудования с учетом возможностей ЭМП;
- Выбор метода организации электромонтажных работ на судне;
- Определение участков монтажа (при параллельной организации работ целый корпус, при автономно-районной – автономно-монтажные районы и целый корпус, при агрегатно-блочной – сборочные единицы, автономно-монтажные районы и целый корпус);
- Определение технологической трудоемкости подготовительных работ в цехе и на судне, ЭМР, регулировочно-сдаточных работ;
- Расчет технологической обитаемости участков монтажа, т. е. допустимое число рабочих в отсеке при ЭМР;
- Определение продолжительности выполнения ЭМР, а по технологическому и сетевому графикам постройки судна определяют их требуемую продолжительность;
- Разработку принципиального технологического графика выполнения ЭМР и графика контрагентских поставок оборудования;
- Разработку основных положений организации подготовки и выполнения ЭМР.
При наличии полной информации о судне на этапе рабочего проектирования весь объем работ, выполняемых ЭМП, разбивают на технологические комплекты.

Китаенко Г.И. Справочник судового электротехника. Том 3. Технология электромонтажных работ
Китаенко Г.И. Справочник судового электротехника. Том 3. Технология электромонтажных работ
Предисловие
Третий том справочника посвящен вопросам технологии электромонтажных работ и вопросам разработки документации по электротехнической части судна. Сокращение трудоемкости, экономия расхода кабеля и материалов и повышение качества электромонтажных работ достигаются как за счет применения типовых технологических процессов, совершенствования инструмента, оснастки и электромонтажных конструкций, так и за счет улучшения качества электромонтажной документации.
При переиздании данного тома был расширен объем сведений по проектированию и разработке документации и введены главы, посвященные автоматизации проектирования электрооборудования судов - новому направлению в технологии проектирования, которое широко развивается в настоящее время и, несомненно, окажет существенное влияние на повышение эффективности и качества электромонтажных работ.
Третий том состоит из девяти разделов.
В первом разделе изложены вопросы принципиальной технологии, организации и планирования электромонтажных работ.
Второй раздел посвящен вопросам разработки электромонтажной документации и автоматизации проектирования.
Третий раздел содержит сведения, необходимые для проектирования размещения и крепления электрооборудования и кабельных трасс.
В четвертом разделе говорится о материалах для выполнения электромонтажных работ.
В пятом разделе рассмотрены вопросы внешнего монтажа электрооборудования.
Шестой раздел посвящен уплотнению мест прохода кабелей через палубы, переборки и при вводе в электрооборудование.
В седьмом разделе изложены сведения по внутреннему монтажу электрооборудования.
Восьмой раздел содержит описание инструмента и оснастки для выполнения электромонтажных работ.
Автор статьи

Читайте также: