
Из чего делают гребные винты для судов
Обновлено: 18.04.2024
Приобретение современного мощного мотора для лодки — не гарантия того, что на воде потенциал скрытых под капотом «лошадей» реализует себя в полную силу. Максимально эффективным комплект «судно + двигатель и поставленная цель (задача)» сделает грамотный подбор гребного винта. Как же выбрать оптимальную модель, которая позволит взять от мотора максимум и сохранить его моторесурс? На какие параметры ориентироваться? О чём спрашивать продавцов?
Приобретение современного мощного мотора для лодки — не гарантия того, что на воде потенциал скрытых под капотом «лошадей» реализует себя в полную силу. Максимально эффективным комплект «судно + двигатель и поставленная цель (задача)» сделает грамотный подбор гребного винта. Как же выбрать оптимальную модель, которая позволит взять от мотора максимум и сохранить его моторесурс? На какие параметры ориентироваться? О чём спрашивать продавцов?
Ключевые характеристики гребного винта
Поскольку лодочные двигатели выпускают в большом разнообразии (производители, модели, мощность, типы), то и винты для них требуются не одинаковые. Гребные винты различают по шагу, диаметру, количеству лопастей, материалу, конструкции и диаметру ступицы и иным параметрам.
Конструкция и принцип работы винта
Основа работы винта — преобразование вращения гребного вала в силу, заставляющую судно перемещаться. Поэтому винт ещё называют движителем.
Прежде чем углубляться в тонкости выбора, начать следует с базовых параметров, а именно посадки на вал.
Существует два варианта соединения: шпоночное (на моторах небольшой мощности) или более распространённое шлицевое (у разных производителей количество шлицов гребного вала различаются).
Ступица должна входить по диаметру в обойму гребного вала; данный параметр у всех лодочных моторов тоже неодинаков.

Винт фиксируется на валу гайкой. Отвод отработанных газов в большинстве случаев идёт через ступицу, что повышает КПД. На «подвесниках» малой мощности при посадке гребного винта на шпонку выхлоп производится через отверстие под антикавитационной плитой.
Минимизировать для редуктора последствия ударов, наездов и вибрации помогает резиновая втулка-демпфер, находящаяся в некоторых винтах между ступицей и шлицевым валом. Через неё импульс вращения переносится от двигателя на движитель.
Cъёмная втулка — практичный способ экономно расширить диапазон рабочих режимов судна. Установив сменную втулку, достаточно просто менять лопасти разного шага и диаметра в зависимости от поставленной задачи.
Лопасти. Количество и форма
И количество лопастей, и форма влияют на эксплуатационные характеристики судна. С их увеличением растёт отношение диаметра к площади. Площадь действия сил, толкающих катер или яхту, становится больше, но усиливается также и сопротивление. Чем меньше лопастей, тем оно меньше.
Итак, обычное их количество в случае маломерного флота — 2–5; остальное встречается редко. Наиболее высоким КПД обладают двухлопастные пропеллеры. Однако их почти не используют (трудно обеспечить прочность лопастей): в основном на маломощных вспомогательных двигателях, устаревших моделях либо парусных яхтах. Словом, всюду, где нагрузка на винт минимальна.
Гребные винты с тремя лопастями — оптимальное решение в большинстве случаев, поэтому их устанавливают более чем на половине ПЛМ или двигателей с валолинией. Это обусловлено хорошими характеристиками работы пропеллера на всех оборотах, от малых до высоких.
Четырёхлопастной винт обладает лучшим балансом за счёт расстановки лопастей. Всё работает ровно, меньше проскальзывания, вибраций и больше упора на малых и средних оборотах. Такие винты облегчают и ускоряют выход в режим глиссирования при резком старте. Итак, в этих диапазонах большинство четырёхлопастных гребных винтов показывают результаты лучше, чем модели с тремя лопастями.
Винты с пятью лопастями актуальны для спортивных и гоночных катеров, оснащённых особо мощными двигателями, когда требуется реализовать избыточный потенциал последних.
Таким образом, для «обычной жизни» остаётся выбор: три или четыре, и споры между сторонниками одного и другого варианта бесконечны.
Не существует универсального ответа на вопрос «Какой гребной винт лучше?».
Эффективнее тот, что грамотно подобран для решения определённой задачи, поставленной перед конкретным комплектом.
Каковы основные отличия между данными модификациями? Трёхлопастные винты, как правило, позволяют развить большую скорость на максимальных оборотах, а расход топлива в таком режиме будет меньше.
Зато дальние переходы при крейсерском ходе (до 80% от номинальных оборотов) экономичнее с четырёхлопастным винтом. И при повышении нагрузки (буксировка лыжника или «ватрушки», лишние пассажиры на борту, внезапная волна) обороты не просядут благодаря хорошей «упираемости». Более уравновешенная работа мотора даёт возможность снижения минимальной рабочей частоты вращения, а хороший упор позволит идти в глиссирующем режиме при более низких оборотах.
Форма контура лопасти, как и их количество, также видна невооружённым глазом и тоже значительно влияет на КПД. Может быть симметричной или саблевидной (второй вариант встречается чаще, поскольку такая конструкция за счет более плавного входа в воду меньше подвержена кавитации и отличается меньшей вибрацией). Использование суженных к концам лопастей снижает трение, и это используется для винтов на скоростные суда.
Самое продуктивное соотношение тяги и скорости обеспечивают наиболее распространённые варианты контура: эллипс и «круглое ухо». Существуют многообразные различия и в профилях сечения лопастей.
Чем интенсивнее растут мощности моторов и быстроходность судов,
тем выше требования к особенностям геометрии гребных винтов.
Шаг. «Грузовой» и «скоростной»: в чём ошибка?
Шагом называют расстояние, которое винт за один оборот пройдёт в идеально твёрдой среде. Поскольку вода не даёт пропеллеру жёсткой связи, на практике он проскальзывает. Таким образом, реальный шаг винта всегда меньше теоретического. Коэффициент проскальзывания в разных ситуациях отличается. Максимальные показатели по этому параметру будут у пришвартованной лодки с работающим ПЛМ; минимальное скольжение — у глиссирующего на максимальной скорости лёгкого судна. По данному параметру определяют пригодность винта к комплекту.

Гидродинамика винта — тема замысловатая, а моделей с универсальным шагом не существует. Даже одному комплекту «лодка + мотор» понадобятся винты с разным шагом. Это позволит обеспечить оптимальную работу двигателя в разных условиях: пустое судно с одним рулевым либо группа пассажиров с грузом. Или буксировка воднолыжника.
Как правило, шаг подбирают таким образом, чтобы мотор при полностью открытой заслонке дросселя попал в рабочий диапазон оборотов (данные прописаны производителем в паспорте и индивидуальны для каждого мотора).
Часто владелец лодки выбирает винт с большим шагом, чтобы получить более высокую скорость. Но реальность эту теорию периодически опровергает. По разным причинам.
Различающаяся конфигурация лопастей двух современных винтов с заявленным шагом в 13” от разных производителей может сделать один экземпляр значительно «тяжелее» в работе, чем другой. Даже незначительное изменение диаметра винта также способно ощутимо повлиять на прирост оборотов. Поэтому любые расчёты и идеи относительно подбора винта требуют методичной проверки на воде.
Некорректно называть винт тяговым или скоростным. Они могут быть более скоростными или грузовыми лишь при сравнении одного с другим и оценке влияния на комбинацию «лодка + ПЛМ». Последних вариантов множество. И конкретный экземпляр винта на одном комплекте покажет себя более грузовым, а на другом — более скоростным.
Диаметр
В маркировке, нанесенной на винт, — это вторая единица параметров, требующая особого внимания и определяющая размеры гребного винта. Измеряется по окружности, описанной кончиками лопастей.

Диаметр зависит от размеров судна; он «в ответе» за упор, приёмистость мотора и коэффициент проскальзывания в воде. При сравнении винтов одинакового шага образец большего диаметра предотвращает проскальзывание под нагрузкой, даёт лучший упор и сильнее грузит двигатель.
Если говорить о соотношении шага и диаметра: на винтах «средней линии» чаще всего зависимость обратная — выше шаг, меньше диаметр. Но это обычно не касается пропеллеров «крайних размеров»: совсем миниатюрных или очень больших.
Современные модели для моторов большой мощности отличаются заметным отгибом выходящей кромки (интерцептором). Это работает так же, как закрылок самолётного крыла, только в воде: препятствует потере упора, позволяют уменьшить проскальзывание и в итоге увеличивает КПД. Кромка усиливает способность гребного винта захватывать жидкость. Особенно актуальна такая конструкция движителя для судов с большим углом ходового дифферента.
Для сравнения: аналогичные алюминиевые лопасти со слабо выраженным интерцептором или без такового будут просто резать воду без упора, а мотор с рёвом уйдет в «перекрут». Они имеют меньший отклик на действия судоводителя. К примеру, он немного прибавит газа, тахометр покажет рост оборотов, а скорость останется прежней. Или вырастет, но с задержкой: винт сначала будет буксовать.
Сталь или алюминий: что выбирать?
…Он постоянно упирается, толкая судно вперёд. Его подтачивают коррозия из-за непрерывного воздействия воды и кавитационная эрозия. Песок и камешки на мелководье работают как абразив. И это ещё если повезёт не столкнуться с препятствием!
Гребной винт с учётом требований производства и ремонтопригодности должен быть прочным, пластичным и стойко переносить вышеописанные трудности.
Этим требованиям вполне соответствуют алюминиевые сплавы разных составов, поэтому винты из них наиболее распространены.
Нержавеющая сталь также хороша для изготовления гребных винтов. На третьем месте — изделия из сплавов цветных металлов (многокомпонентная бронза и комбинации с алюминием).
Благодаря развитию химии для изготовления современных моделей применяют и композитные материалы. Их существенные характеристики таковы: невысокая стоимость, низкий КПД «благодаря» толстому профилю лопастей, ремонтонепригодность. Зато они абсолютно устойчивы к коррозии.
Некоторым компромиссом станет выбор очень твёрдого сплава алюминия. В литье и обработке он сложнее, но качества материала позволяют уменьшить толщину лопастей. Рабочие обороты вырастут, так как двигателю проще и легче «крутить» такой винт. Но твёрдость вкупе с хрупкостью тонких лопастей делает его расходным узлом. Последствия наезда на камень или вылета на мель суровы: лопасти выкрашиваются крупными кусками или просто выламываются…
Модели из нержавейки превосходят алюминиевые по всем статьям. Конечно, такой винт «быстрым» делает не сталь, а особенности конструкции, основанные на характеристиках материала.

Они лучше держат геометрию, в целом более сбалансированы; металл крепче и твёрже, за счет чего лопасти можно делать тоньше, а угол их наклона — больше. Потери на трение уменьшаются благодаря высокой чистоте обработки поверхности и точности профилировки. В целом это даёт наилучшие гидродинамические характеристики.
Правда, иногда «излишняя» прочность невыгодна. В момент встречи мотора с подводным препятствием винт, несмотря на демпфер, выстоит и передаст импульс удара на более слабые узлы: корпус, вал, редуктор, шестерни.
А ключевой сдерживающий фактор при выборе материала — стоимость.
Методика подбора лодочного винта
Вопрос краеугольный: зачем его менять? Обычно производитель мотора устанавливает на него некий винт. Задача судовладельца — понять: требуется ли замена в принципе? Что конкретно не устраивает в работе имеющегося? Позволит ли новый винт улучшить показатели?
Без тахометра на эти вопросы не ответить, оптимальный гребной винт не подобрать.
Измеряем количество оборотов, делаем расчёты и выводы
Первый шаг к новому винту — измерить характеристики его предшественника, поставляемого с завода. После того, как сняты показания тахометра на данном комплекте «судно + мотор», следуют предварительные выводы: какие шаг, диаметр, форма лопастей подойдут для конкретных катера или лодки. Не помешают и промежуточные измерения (скорость, количество оборотов) с момента выхода в глиссирующий режим и далее, до момента, когда двигатель раскрутится до максимума. С интервалом каждую тысячу оборотов.
Как анализировать полученные данные? «Недокрут», когда ПЛМ не развивает рекомендуемые максимальные обороты, характерен для тяжёлых лодок с небольшим движком или использовании винта с излишне большим шагом. Его называют гидродинамически тяжелым (к его физической массе это не относится). «Недокрут» чреват повышенными нагрузками на все узлы и невозможностью реализовать потенциал двигателя.
«Перекрут» (переход за предельно допустимое количество оборотов — мотор идёт «вразнос») не менее вреден для двигателя, эксплуатация в режимах работы выше расчётных противопоказана. «Лёгкий» гребной винт нехорош даже на средних оборотах. Повышенный расход топлива и низкая скорость увеличивают время пути и снижают моторесурс.
Изменение шага винта в большую сторону на один уменьшает количество оборотов в минуту на 200-300. И наоборот.
· «перекрут» и «недокрут» на максимальном газе снижают моторесурс и КПД двигателя
· шаг больше — обороты ниже; шаг меньше — обороты выше (изменение на 1 дюйм — изменение примерно на 200–300 об/мин).
Кроме шага, меняется и диаметр, причём его влияние на количество оборотов очень заметно: полдюйма туда или сюда «дадут» 400-500 об/мин. Увеличение убавляет количество оборотов, уменьшение повышает.
Если же судно развивает оптимальную скорость, при этом мотор нормально развивает максимальные обороты и не перекручивает на открытой дроссельной заслонке, — можно делать вывод: винт подобран верно. КПД достаточно высок, потенциал комплекта реализован полностью. Следовательно, данный винт в замене не нуждается.
Испытания. Ожидания и реальность
Подбирая винт, каждый судовладелец преследует конкретную цель. Это может быть высокая крейсерская скорость либо уверенное движение катера при буксировке лыжника и т.п. Скоростные модели имеют более узкое поле применения, а винт меньшего шага может использоваться как запасной или в качестве тягового, когда на борту много груза или пассажиров.
Сравнение гребных винтов Baeksan для лодочного мотора Yamaha 9.9–15
Конечно, всегда будет хотеться чего-то лучшего, к тому же на практике всегда существуют какие-то досадные «мелочи». То медленно разгоняется; то на глисс с лишним пассажиром выходит мучительно… Предела совершенству нет. Однако на поведение судна оказывают влияние не только очевидные параметры винта (шаг, диаметр, форма/площадь/количество лопастей), но и более тонкие его нюансы: толщина входящей кромки, наличие интерцептора и т.п. Таких «мелочей» очень много, и далеко не все очевидны.
Не стоить верить в миф «оригинальные винты лучше». Производитель моторов не всегда разрабатывает винты и участвует в их конструировании, расчётах, испытаниях. Чаще всего фирмы просто заказывают винты с собственным логотипом у завода-изготовителя. А уж там выпускают продукцию под разнообразными торговыми марками.
С учетом особенностей производства и эксплуатации гребных винтов материалы для их изготовления должны обладать следующими общими свойствами:
высокими механическими качествами, т. с. прочностью и пластичностью, обеспечивающими возможность противостоять усталостным нагрузкам, воспринимаемым лопастями;
повышенной коррозионной и эрозионной стойкостью и способностью сохранять первоначальную чистоту поверхности продолжительное время;
высокими технологическими качествами, т. е. хорошими литейными свойствами и легкостью обработки режущим инструментом;
ремонтопригодностью — способностью легко подвергаться правке, заварке, наплавке и т. д.
Материалами для изготовления гребных винтов служат цветные сплавы и нержавеющие стали. Учитывая дефицитность цветных сплавов и высокую стоимость нержавеющей стали, вопреки требованиям эксплуатации, гребные винты изготовляют пока и из углеродистой стали. В качестве опытных материалов применяют пластмассы и титан.
Углеродистая сталь марок 25Л, ЗОЛ и 35Л обладает крайне низкими коррозионными свойствами. Винты, изготовленные из нее, выходят из строя вследствие коррозионного износа через 6—18 мес. Применение этого материала целесообразно лишь на судах, эксплуатирующихся в тяжелых ледовых условиях или подлежащих списанию в ближайшие годы. В целях повышения коррозионной стойкости и усталостной прочности гребных винтов из углеродистой стали в настоящее время осуществляется внедрение электролитических покрытий из специальных сплавов, наносимых на лопасти по методу инж. М. И. Дворкина.
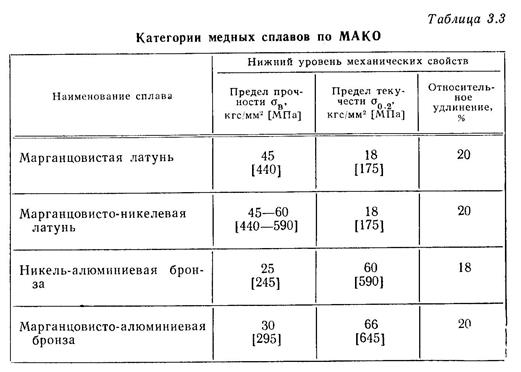
В соответствии с классификацией Международной ассоциации классификационных обществ (МАКО) цветные сплавы для изготовления гребных винтов разделяют на четыре категории с различным нижним уровнем механических свойств (табл. 3.3).
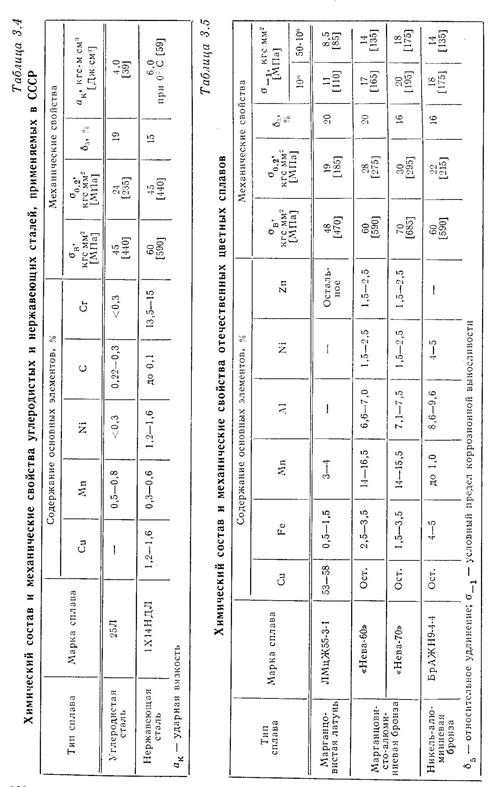
Из латуней в отечественной практике наиболее распространена марганцовисто-железистая латунь марки ЛМцЖ55-3-1, химический состав и механические свойства которой приведены и табл. 3.5. Эта латунь обладает хорошими литейными, но низкими коррозионно-усталостными свойствами; ее условный предел коррозионной выносливости в морской воде a σ-1=(8.5-10) кгс/мм 2 = 80- 100 на базе 10 6 . Наиболее серьезными недостатками этой латуни являются следующие:
обесцинкование, т. е. выделение цинка из сплава при отсутствии протекторной защиты. Следствием обесцинкования являются трещины и разрушения поверхности лопасти;
склонность к коррозионному растрескиванию, т. е. к разрушению, вызванному перенапряжением материала при совместном действии внутренних растягивающих напряжений и коррозионной среды (морской воды).
Внутренние растягивающие напряжения возникают в результате нагрева и последующего охлаждения металла при сварке или правке. Они достигают значительной величины и могут быть ориентировочно оценены по формуле

где / — температура нагрева.
В лопастях из материалов, склонных к коррозионному растрескиванию, возникают трещины через 10 недель и более после нагрева, даже без приложения рабочих нагрузок. Склонность к коррозионному растрескиванию приводит к разрушению лопастей, если своевременно не снять внутренние напряжения термической обработкой.
Недостаточный учет при проектировании и изготовлении гребных винтов низких коррозионно-усталостных свойств латуни ЛМцЖ55-3-1 и ее склонности к коррозионному растрескиванию послужил причиной большого числа аварий гребных винтов на отечественных судах (рис. 3.51). Латунь ЛМцЖ55-3-1 при условии учета этих факторов целесообразно применять для изготовления гребных винтов средних размеров.
Взамен недостаточно коррозионно-стойкой углеродистой стали разработана и широко применяется отечественная нержавеющая сталь марки 1Х14НДЛ (табл. 3.4). Этот сплав обладает сравнительно высокими коррозионно-усталостными свойствами при условии хорошей обработки поверхности лопастей. Учитывая технологические трудности при выполнении такой обработки, поверхность лопастей из этого сплава обычно только зачищают абразивами. Очень чувствительная к надрезам нержавеющая сталь 1Х14НДЛ в изделии фактически обладает o_i = 7,5-f-8 кгс/мм 2 [75—80 МПа] на базе 10 6 . Это ее свойство также явилось причиной разрушений лопастей гребных винтов вследствие израсходования ресурса циклической прочности на ряде отечественных судов («Ленинский комсомол», «Мелитополь» и др.).
Наиболее перспективными и качественными материалами для изготовления гребных винтов являются специальные сплавы, в том числе никель-алюминиевые, и в еще большей степени марганцовисто-алюминиевые бронзы. Промышленностью освоено производство гребных винтов из следующих отечественных сплавов:
никель-алюминиевая бронза БрАЖН9-4-4;
марганцовисто-алюминиевые бронзы «Нева-60» и «Нева-70». Состав и физические свойства этих сплавов приведены в табл. 3.5.
Эти сплавы обладают значительно более высокой, по сравнению с латунью, стойкостью против коррозионных и эрозионных разрушений и существенно большей коррозионно-усталост-ной выносливостью.
Никель-алюминиевые бронзы не склонны к коррозионному растрескиванию, т. е. после нагрева не требуют термообработки; однако они становятся хрупкими при нагреве от 200 до 500°. Если лопасть гребного винта из такой бронзы нагреть в пределах этого диапазона температур, то она теряет свои пластические свойства (рис.3.52) и при приложении нагрузки (например, при правке) может сломаться. После увеличения температуры нагрева до 700° С и выше пластические свойства этого материала повышаются.
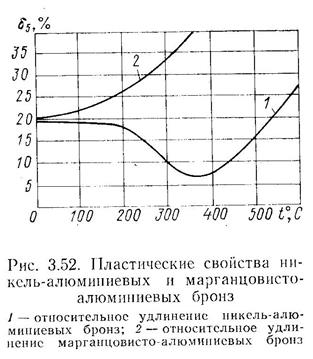
Марганцовисто-алюминие-вые бронзы не склонны к ох-рупчиванию при нагреве (см. рис. 3.52), но значительно в меньшей степени, чем латуни, они подвержены коррозионному растрескиванию.
Высокие требования, предъявляемые к материалам и к точности изготовления гребных винтов, явились причиной
покупки лицензии на материалы и технологию изготовления гребных винтов английской специализированной фирмы «Стоун».
Лицензионные сплавы аналогичны по свойствам соответствующим отечественным материалам. Они носят названия: никель-алюминиевая бронза — «Никалиум»; марганцовисто-алюмипиевые бронзы — «Новостон» и «Суперстон-70».
На отечественных морских судах зарубежной постройки установлены гребные винты, изготовленные на специализированных заводах фирм ЛИПС (Голландия), «Теодор Цайзе» (ФРГ), «Стоун» (Англия), «Ансальдо» (Италия), «Мицубиси» (Япония), «Сосьсте Нантез де Фонтье» (Франция) и др.
Наиболее распространенные сплавы, применяемые этими фирмами, имеют следующие названия или обозначения:
никель-алюминиевые бронзы «Куниал» (фирма ЛИПС), «Алькуник» (фирма «Теодор Цайзе»), «Мицуби» (компания «Мицубиси»), «Ниальма» («Ансальдо»), «Нантиал» («Сосьсте Нантез де Фонтье»);
марганцовисто-алюминиевые бронзы «Линдрунел» (ЛИПС); AI—MnBzl3 («Теодор Цайзе»); «Мангал-99» («Сосьете Нантез») .
Изготовленные из зарубежных нержавеющих сталей греб ные винты установлены в основном только на судах, построен ных в Финляндии. Эти винты из стали «Кархула 15С130» обладающей более низкими, чем стали 1Х14НДЛ, коррозионно усталостными свойствами, и из еще менее качественной мало углеродистой легированной стали, содержащей 3% Ni.
Самые большие гребные винты достигают высоты трехэтажного здания. Во времена, когда был строился винтовой пароход «SS Great Britain», на изготовление форм гребного винта уходило до 10 дней. Сегодня благодаря компьютерным технологиям автоматизированный манипулятор делает это за пару часов.
Форма винта вводится в компьютер, и алмазное сверло на конце манипулятора вырезает из огромных пенопластовых блоков идеальную копию лопасти с точностью до 1 мм. Затем готовую модель помещают в смесь песка и цемента, чтобы получить точный оттиск. После того как бетон остынет, форму, состоящую из двух половинок, соединяют вместе и заливают в нее расплавленный до 3000 градусов металл. Винт должен быть достаточно прочен, чтобы выдержать тысячи тонн давления и не подвергаться коррозии в соленой морской воде. Наиболее распространенные материалы для изготовления гребных винтов – сталь, латунь и бронза. В последние годы для этой цели стали применять также пластмассы.
Сплав из цветных металлов для гребных винтов получил название «куниал». Он имеет прочность стали, но гораздо лучше противостоит коррозии. Куниал может находиться в воде десятилетиями, не ржавея. Для придания сплаву предельной точности к 80% меди необходимо добавить 5% никеля и 5% алюминия, плюс же 10% других металлов. Переплавка осуществляется при температуре 3200 градусов.
Пройдя контроль качества, «коктейль» из расплавленных металлов заливается в форму. Чтобы избежать попадания воздуха в структуру, металл заливается ровной струей. Два дня форма остывает, после этого лопасти высвобождают из формы.
Эффективность гребного винта зависит от гладкой и обтекаемой формы лопастей. Поверхность отлитой из формы детали неидеальна и покрыта литейной коркой. Для определения толщины слоя применяется лазерный измеритель. После чего лишний слой удаляется с помощью резака из карбид-вольфрама. Затем гребной винт полируется до идеально гладкой поверхности, пока толщина литейной корки не будет составлять 1,6 микромиллиметра. В итоге поверхность приобретает гладкость стекла. Но, как ни печально, невероятной красоты гребные винты обречены на тяжелый труд, скрытый от человеческих глаз под морскими волнами.
Гребной винт – изделие сугубо индивидуальное и для каждого современного судна или корабля должно иметь оптимальную форму, чтобы скользить и захватывать необходимое количество энергии, учитывая условия эксплуатации. Главная проблема всех гребных винтов – кавитация. Дело в том, что под водой при их вращении на лопастях возникает область пониженного давления, в которой вода в буквальном смысле начинает закипать, даже при низких температурах. Поэтому движители испытывают на специальных стендах, где подбирают оптимальные параметры работы гребного винта и проверяют правильный угол лопастей.
На сегодня из всех типов существующих движителей главенствующую роль занимает гребной винт, и пока нет оснований полагать, что в ближайшие годы для него найдется более эффективная замена.
7 крупнейших в мире гребных винтов
Большим судам нужны огромные турбины и винты, чтобы перемещать тяжелые грузы в борьбе с океанскими волнами. Чем больше будет винт корабля, тем больше будет его скорость и мощность. В этой подборке мы рассмотрим самые большие корабельные винты разных судов.
1.«Emma Maersk»
2.Контейнеровоз, принадлежащий Hapag-Lloyd
Этот контейнеровоз имеет, пожалуй, один из самых больших когда-либо построенных судовых винтов – 6-лопастной винт диаметром 9,1 м весит 101,5 тонн. Его высота сопоставима с высотой трехэтажного здания.
3.«Oasis of the Seas»
4.«Titanic»
«Titanic» был одним из крупнейших судов своего времени. Соответственное, его винты были также самыми крупными на тот момент. Для него были построены три винта из бронзы с отдельными двигателями. Два внешних винта имели вес 38 тонн, а центральный весил 17 тонн.
5.«Queen Elizabeth 2»
«Queen Elizabeth 2» – еще одно судно, имевшее огромные винты. На нем были установлены два винта диаметром 6,7 м и весом около 43 тонн, а на передней палубе судна постоянно хранились запасные лопасти. Судно было спущено на воду в 1969 году и выведено из эксплуатации в 2008.
6.«Palmer»
Антарктический ледокол «Palmer» может похвастаться немаленькими винтами – у него их два, каждый длиной около 4 м с четырьмя лопастями. Винты изготовлены из крепкого сплава, придающего им дополнительную прочность. Даже во льдах судно может двигаться со скоростью три узла.
7.«Elation»
Построенные в Финляндии винты судна «Elation» также являются одними из самых больших в морской индустрии.
Sorry, this entry is only available in Russian. For the sake of viewer convenience, the content is shown below in the alternative language. You may click the link to switch the active language.
Самые большие гребные винты достигают высоты трехэтажного здания. Во времена, когда был строился винтовой пароход «SS Great Britain», на изготовление форм гребного винта уходило до 10 дней. Сегодня благодаря компьютерным технологиям автоматизированный манипулятор делает это за пару часов.
Форма винта вводится в компьютер, и алмазное сверло на конце манипулятора вырезает из огромных пенопластовых блоков идеальную копию лопасти с точностью до 1 мм. Затем готовую модель помещают в смесь песка и цемента, чтобы получить точный оттиск. После того как бетон остынет, форму, состоящую из двух половинок, соединяют вместе и заливают в нее расплавленный до 3000 градусов металл. Винт должен быть достаточно прочен, чтобы выдержать тысячи тонн давления и не подвергаться коррозии в соленой морской воде. Наиболее распространенные материалы для изготовления гребных винтов – сталь, латунь и бронза. В последние годы для этой цели стали применять также пластмассы.
Сплав из цветных металлов для гребных винтов получил название «куниал». Он имеет прочность стали, но гораздо лучше противостоит коррозии. Куниал может находиться в воде десятилетиями, не ржавея. Для придания сплаву предельной точности к 80% меди необходимо добавить 5% никеля и 5% алюминия, плюс же 10% других металлов. Переплавка осуществляется при температуре 3200 градусов.
Пройдя контроль качества, «коктейль» из расплавленных металлов заливается в форму. Чтобы избежать попадания воздуха в структуру, металл заливается ровной струей. Два дня форма остывает, после этого лопасти высвобождают из формы.
Эффективность гребного винта зависит от гладкой и обтекаемой формы лопастей. Поверхность отлитой из формы детали неидеальна и покрыта литейной коркой. Для определения толщины слоя применяется лазерный измеритель. После чего лишний слой удаляется с помощью резака из карбид-вольфрама. Затем гребной винт полируется до идеально гладкой поверхности, пока толщина литейной корки не будет составлять 1,6 микромиллиметра. В итоге поверхность приобретает гладкость стекла. Но, как ни печально, невероятной красоты гребные винты обречены на тяжелый труд, скрытый от человеческих глаз под морскими волнами.
Гребной винт – изделие сугубо индивидуальное и для каждого современного судна или корабля должно иметь оптимальную форму, чтобы скользить и захватывать необходимое количество энергии, учитывая условия эксплуатации. Главная проблема всех гребных винтов – кавитация. Дело в том, что под водой при их вращении на лопастях возникает область пониженного давления, в которой вода в буквальном смысле начинает закипать, даже при низких температурах. Поэтому движители испытывают на специальных стендах, где подбирают оптимальные параметры работы гребного винта и проверяют правильный угол лопастей.
На сегодня из всех типов существующих движителей главенствующую роль занимает гребной винт, и пока нет оснований полагать, что в ближайшие годы для него найдется более эффективная замена.
7 крупнейших в мире гребных винтов
Большим судам нужны огромные турбины и винты, чтобы перемещать тяжелые грузы в борьбе с океанскими волнами. Чем больше будет винт корабля, тем больше будет его скорость и мощность. В этой подборке мы рассмотрим самые большие корабельные винты разных судов.
1.«Emma Maersk»

По данным Marine Insight, самый большой винт построен немецкой компанией Mecklenburger Metallguss GmbH: винт весом в 131 тонну предназначен для некогда крупнейшего в мире контейнеровоза «Emma Maersk» длиной 397 м, шириной 56 м и с высотой борта 68 м. С таким винтом судно может развивать скорость до 27 узлов.
2.Контейнеровоз, принадлежащий Hapag-Lloyd
Этот контейнеровоз имеет, пожалуй, один из самых больших когда-либо построенных судовых винтов – 6-лопастной винт диаметром 9,1 м весит 101,5 тонн. Его высота сопоставима с высотой трехэтажного здания.

3.«Oasis of the Seas»

Крупнейшее пассажирское судно также имеет одни из крупнейших в мире винтов, построенные ABB. Шестиметровые винты с поворотными лопастями обеспечивают большую маневренность судна.
4.«Titanic»
«Titanic» был одним из крупнейших судов своего времени. Соответственное, его винты были также самыми крупными на тот момент. Для него были построены три винта из бронзы с отдельными двигателями. Два внешних винта имели вес 38 тонн, а центральный весил 17 тонн.

5.«Queen Elizabeth 2»
«Queen Elizabeth 2» – еще одно судно, имевшее огромные винты. На нем были установлены два винта диаметром 6,7 м и весом около 43 тонн, а на передней палубе судна постоянно хранились запасные лопасти. Судно было спущено на воду в 1969 году и выведено из эксплуатации в 2008.

6.«Palmer»
Антарктический ледокол «Palmer» может похвастаться немаленькими винтами – у него их два, каждый длиной около 4 м с четырьмя лопастями. Винты изготовлены из крепкого сплава, придающего им дополнительную прочность. Даже во льдах судно может двигаться со скоростью три узла.

7.«Elation»
Построенные в Финляндии винты судна «Elation» также являются одними из самых больших в морской индустрии.
Чтобы изготовить большой корабль, нужно приложить немало усилий. А отдельные части судна порой весят больше тонны. Как же создаются такие гигантские детали, как винты кораблей.


Чтобы изготовить винт корабля, его нужно сначала спроектировать. Для этого инженеры должны принять во внимание множество факторов, которые будут влиять на деталь во время эксплуатации. Если отнестись к проекту недостаточно внимательно, это может привести к нерациональному расходу топлива или к снижению скорости, а то и вовсе к быстрому износу или поломке других частей корабля.
Винт отливают целиком как отдельную деталь. Для его изготовления нужен особый сплав, который состоит из 8 разных компонентов.. В сплаве в различных пропорциях смешаны цинк, медь, алюминий, никель, железо и другие металлы. После того, как дизайн винта выбран и утвержден, расплавленный состав выливают в заготовку и оставляют на некоторое время для охлаждения. Спаять винт из разных кусков металла невозможно, потому что любой стык или грубо спаянное соединение будут плохо сказываться на его работе. Для застывания металла семиметрового винта нужно целых пять дней.
Чтобы вынуть остывший винт из заготовки, её аккуратно разламывают. Далее деталь отправляют на фрезерный станок. Система этого станка будет полировать его со всех сторон в течении 15 дней.
Автор статьи

Читайте также: